Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный, Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУ, Ø 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный, Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный, Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный, Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный, Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный, Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320 - 1711ИФФ3
— станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230 - 1715ИФФ3
— станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320 - 1336м
— станок токарно-револьверный, Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный, Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный, Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности, Ø 250 - ИТ-42
— станок токарный с ЧПУ, Ø 320 - ТП500Ф3, ТП1000Ф3
— станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 — станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели — конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
250-ИТП (ИЖ 250-ИТП) Станок токарно-винторезный высокой точности. Назначение и область применения
Станок токарно-винторезный 250-ИТП (ИЖ 250-ИТП) заменил в производстве устаревшую модель 1И611П
и был заменен на более совершенную модель
250ИТВМ
,
250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
.
Универсальный токарно-винторезный станок 250-ИТП высокой точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Станок 250-ИТП применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 250-ИТП обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне
- наружное и внутреннее шлифование деталей в центрах и патроне
Особенности конструкции токарного станка 250-ИТП
Станки универсальные токарные: повышенной точности модели 250-ИТП, высокой точности модели 250-ИТВ и 250-ИТВФ1 с системой цифровой индикации предназначены для различных токарных работ, в том числе для нарезания резьб: метрической, модульной и дюймовой в условиях единичного и мелкосерийного производств.
С целью длительного сохранения точности станков моделей 250-ИТВ и 250-ИТВФ1 необходимо использовать их только для чистовых и получистовых операций.
Оснащение станка 250-ИТВФ1 устройством цифровой индикации (УЦИ) позволяет повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы и измерение деталей, облегчает работу токаря за счет исключения расчетов и необходимости запоминания числа оборотов лимба.
Станки предназначены для использования в условиях УХЛ4 по ГОСТ 15150—69.
В станках использованы изобретения по авторским свидетельствам № 173094, 312739, 249142, 286405, 288496, 583912, 831503.
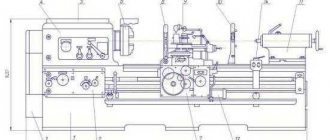
Габариты рабочего пространства токарного станка ИЖ-250П
Габариты рабочего пространства токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П
Станина токарного станка ИЖ-250П
Специфика агрегата
Конструкцией станка ИЖ 250 предусмотрен обширный диапазон подач и оборотов, что позволяет подобрать наиболее подходящий режим обработки заготовки. Машина может похвастаться наличием преселективной системы управления передачами шпинделя. Эта особенность дает возможность мастеру заранее подготовить включение нужной скорости в процессе работы агрегата. Отдельного внимания заслуживает мнемоническое управление подачами, которое осуществляется перемещением рукояти.
Токарный станок ИЖ укомплектован системой фиксации головки резца, исключающей малейшие зазоры. Это делает работу за станком предельно точной и жесткой, что отражается на качестве работы в целом.
Занимательно то, что в токарном станке ИЖ 250 предусмотрена автоматическая смазка ходового винта в процессе создания резьбы. Особая схема шпиндельного узла в свою очередь обеспечивает оперативную смену ремней, не требующую тщательной разборки всей конструкции. Все это отражается на скорости и качестве выполнения операций.
Некоторые модификации токарного станка ИЖ имеют прочную станину из высокопрочного чугуна, обеспечивающую достойную жесткость при работе. В этих же модификациях предусмотрены закаленные направляющие, которые делают перемещение инструмента максимально удобным. Агрегаты также комплектуются особыми деталями, которые предотвращают чрезмерную нагрузку на основные механизмы подач.
Общий вид токарно-винторезного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Технические характеристики
Токарный станок ИЖ 250 – это многофункциональное оборудование, что подтверждается не только отзывами мастеров, но и цифрами. Предельный диаметр прутка в патроне составляет 24 миллиметра. При этом диаметр обработки над станиной и суппортом составляет 240 и 168 миллиметров соответственно. Предельное сечение резца – 16х16 миллиметров.
Конец шпинделя, предусмотренного конструкцией ИЖ 250, соответствует ГОСТ. ИЖ 250 демонстрирует интенсивность вращения шпинделя, измеряемую 2500 оборотами в минуту, благодаря мощному 3-киловаттному мотору главного движения.
Этот станок имеет серьезные габариты, равные 1790х810х1400 миллиметров. При этом его масса достигает 1180 кг, что заметно затрудняет его перемещение из цеха в цех.
Место модели в современном мире
Несмотря на то, что токарный станок ИЖ 250 был спроектирован еще в СССР, он выпускается и в наши дни без существенных изменений. Это – довольно бюджетное техническое решение, которое, тем не менее, активно вытесняется современными дорогими аналогами. Сегодня мастеру доступны более качественные и надежные агрегаты, укомплектованные системой компьютерного проектирования и рядом других полезных функций. По классу точности ИЖ 250 отстает от современных машин, равно как и по параметрам эргономичности, производительности и т.п.
Мастеру нужно понимать, что возможностей этого агрегата будет достаточно для выполнения ряда токарных работ, не требующих предельной точности. Но не стоит ожидать от ИЖ 250 высокой производительности из расчета на единицу времени. Если же вам нужен обыкновенный надежный агрегат, который стоит смешные деньги, то обратить внимание на ИЖ 250, все-таки, стоит.
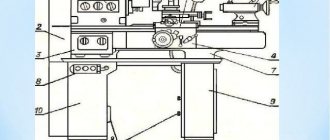
Расположение органов управления токарно-винторезным станком ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Перечень органов управления станком ИЖ-250П
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250П
Особенности управления
Привод оборудования имеет электродвигатель, мощность которого 3 кВт, редуктор с 12 режимами скоростей, система клиновых и поликлиновых ремней. Для изменения режима работы токарь поворачивает маховик, при этом создаётся сочетание отверстий, в которые входят пальцы рычагов, чтобы зацепить блоки шестерёнок. Шестерни приостанавливают своё движение благодаря оттягиванию рычага, что и позволяет сменить скорость работы станка.
Токарно-винторезный станок ИЖ 250 оборудован закрытым фартуком, обеспечивающим поперечные и продольные подачи суппорта вручную и механически, нарезание резьбы с использованием ходового винта. Устройство блокировки не позволяет включать ходовой валик с ходовым винтом вместе.
Для агрегата требуется три фазы, напряжение 380 В с частотой тока 50 Гц и 36 В для местного освещения. Подключение к электрической сети выполняется с помощью пакетного выключателя.
В некоторых вариантах выполнения ИЖ 250 смена скорости вращения шпинделя происходит благодаря смене частоты вращения приводного вала двигателя без участия редуктора. Для таких моделей используются электродвигатели мощностью 5,5 кВт.
Электродвигатели мощностью 5,5 кВт. для токарного станка
Конструкция основных узлов токарного станк ИЖ-250П
ИЖ-250П Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250П
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
ИЖ-250П Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250П
Расположение основных узлов токарного станка 250-ИТП
Расположение основных узлов токарного станка 250-ИТП (иж 250-ИТП)
- Станина — 250ИТП.10.000-01
- Редуктор — 250ИТП.17.000
- Коробка подач — 250ИТП.30.000-01
- Гитара — 250ИТП.25.000
- Бабка передняя — 250ИТП.20.000-01
- Электрооборудование — 250ИТП.90.000
- Электрошкаф — 250ИТП.91.000
- Разводка СЦИ —
- Резцедержатель 4-х позиционный — 250ИТП.61.000
- Суппорт — 250ИТП.60.000-01
- Бабка задняя — 250ИТП.40.000
- Фартук — 250ИТП.50.000
Технические характеристики токарно-винторезного станка ИЖ-250П
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16..2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07..2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности ИЖ250П. Руководство к станку, Ижмаш, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители