Первая электросварка, как полноценная технология, появилась еще в начале 19-го века. И очень скоро мастера поняли, что недостаточно просто соблюдать технологию, чтобы соединение получилось качественным. Поэтому в рабочий процесс был внедрен визуальный контроль, как один из простейших. Но со временем оказалось, что с помощью визуального контроля невозможно обнаружить скрытые дефекты.
Так возникла необходимость в применении других методов контроля. Желательно таких, которые не будут изменять внутреннюю структуру металла и ухудшать его качественные характеристики. Вскоре такие методы были разработаны, и их назвали неразрушающими. Со временем на каждом производстве появилась своя лаборатория неразрушающего контроля, благодаря которой удается обнаружить все дефекты, скрытые от глаз. В этой статье мы подробно расскажем, какие существуют методы неразрушающего контроля сварных соединений.
Содержание
- Особенности выбора метода неразрушающего контроля
- Визуально-измерительный контроль сварки внешним осмотром
- Ультразвуковая дефектоскопия сварных швов
- Магнитная дефектоскопия сварных соединений
- Радиографический контроль рентгеновскими и гамма-лучами
- Рентгеновский контроль
- Контроль гамма-излучением
- Видео: неразрушающие методы контроля
К неразрушающим методам контроля сварных соединений относятся контроль внешним осмотром и различные виды дефектоскопии. Неразрушающий контроль основан на получении информации о контролируемых материалах с помощью электромагнитных и акустических полей, а также от проникающих в металл изделия различных веществ.
Для выявления внутренних сварных дефектов широко используют дефектоскопию рентгеновскими лучами, дефектоскопию гамма-излучением, ультразвуковую дефектоскопию, магнитные методы дефектоскопия (например, магнитопорошковая дефектоскопия), контроль шва на проницаемость (в том числе, метод капиллярной дефектоскопии), вакуумную дефектоскопию.
Методы контроля проникающими веществами
Капиллярная дефектоскопия
Капиллярные методы НК предназначены для обнаружения открытых дефектов, выходящих на поверхность: трещин, пор, раковин, непроваров и других несплошностей поверхности изделий без их разрушения. Различают два основные метода капиллярной дефектоскопии: цветной и люминесцентный. Этими методами контролируют детали различной формы из аустенитных, титановых, алюминиевых, медных и других немагнитных материалов. Эти методы позволяют выявлять:
— трещины сварочные, термические, усталостные; — пористость, непровары и другие дефекты типа открытых несплошностей различной локализации и протяженности, невидимые невооруженным глазом и лежащие в пределах чувствительности и надежности дефектоскопических средств.
Течеискание
Пузырьковый метод с использованием вакуумных камер
Вакуумный контроль сварных швов применяют в тех случаях, когда применение других способов почему-либо исключено. В частности, этот метод широко применяется при контроле сварных днищ резервуаров, газгольдеров, цистерн, гидроизоляционных ящиков. Он позволяет обнаружить отдельные поры диаметром до 0,004 0,005 мм, а производительность при его использовании достигает 40 – 60 м сварных швов в час. Вакуум создают при помощи переносной вакуум-камеры, которую устанавливают на наиболее доступной стороне проверяемого участка шва, предварительно обильно смоченной мыльным раствором. В результате разности давлений по обеим сторонам шва воздух будет проникать в камеру при наличии неплотностей в сварном соединении. В местах трещин, непроваров, газовых пор образуются стойкие мыльные пузырьки, хорошо видимые через прозрачный верх камеры. Отметив расположение дефектов мелом, цветным карандашом или краской, впускают атмосферный воздух, камеру снимают и сделанные отметки переносят на сварной шов.
Контроль швов газоэлектрическими течеискателями
В настоящее время применяют два вида газоэлектрических течеискателей: гелиевые и галоидные. Чувствительность газоэлектрических течеискателей к выявлению неплотностей в швах очень высока, но ввиду сложности конструкции и значительной стоимости изготовления их применяют только для контроля особо ответственных сварных конструкций.
Принцип работы гелиевого течеискателя основан на высокой способности гелия при определенном вакууме проходить сквозь неплотности сварных швов. При контроле сварные швы снаружи испытуемой емкости обдувают из резинового шланга тонкой струёй гелия, находящегося под небольшим давлением в специальном сосуде — газометре. При наличии неплотностей в швах гелий или его смесь с воздухом попадает из емкости в масс-спектрометрическую камеру, в которой поддерживается высокий вакуум. При попадании гелия в масс-спектрометрическую камеру в ней возникает ионный ток, который подается на индикаторы — миллиамперметр и сирену. Величина отклонения стрелки миллиамперметра позволяет судить о размерах дефекта.
Испытания плотности сварных швов
Испытаниям на плотность подвергают емкости для горючего, масла, воды, трубопроводы, газгольдеры, паровые котлы и др. Существуют несколько методов контроля плотности сварных швов: гидравлическое испытание, испытание водой без давления или наливом, испытание струей воды или поливом, пневматическое испытание, испытание аммиаком, испытание керосином.
Особенности выбора метода неразрушающего контроля
Выбор оптимального метода неразрушающего контроля зависит от следующих факторов:
1. От физических свойств контролируемого металла 2. От толщины сварного соединения 3. От типа сварного соединения и его толщины 4. От состояния поверхности соединения 5. От особенностей изготовления сварной конструкции 6. От технико-экономических показателей метода контроля и других факторов.
Характерной особенностью большинства методов неразрушающего контроля является, то, что выявление дефектов происходит лишь косвенным путём, в результате анализа определённых физических свойств сварного соединения, которые не влияют на работоспособность изделия.
Например, при радиационной дефектоскопии дефекты типа «нарушения сплошности» определяют по интенсивности ионизирующего излучения, проходящего через шов. Результаты подобных методов контроля зачастую сложно расшифровать, поэтому в их проведении должен быть задействован квалифицированный персонал.
Поскольку среди существующих методов контроля нет универсального, который гарантировал бы выявление всех дефектов, то важно, в первую очередь, обнаружить недопустимые дефекты. У каждого из методов есть свои преимущества и недостатки. В большинстве случаев используют несколько методов. Такой подход позволяет обнаружить дефект с большой долей вероятности. Далее рассмотрим каждый из методов контроля в отдельности.
Выбор технологии
Желая наладить контроль сварных швов, нужно осознавать, что выбор конкретной методики зависит от множества факторов.
- Объемов выпуска продукции. Сколь бы ни были точны полученные данные, использовать при крупносерийном производстве способы проверки, отнимающие много времени, попросту нерентабельно. С его помощью возможен лишь выборочный контроль, а он не всегда дает объективную картину. В то же время, при опытном, штучном или мелкосерийном производстве, скорость контроля не имеет решающего значения. Когда стоимость конечного продукта высока, а его качество имеет решающее значение, имеет смысл потратить время на самое тщательное обследование.
- Необходимой точности замеров. Для изделий, где герметичность сварного соединения не имеет значения, и не испытывающих высоких нагрузок, достаточно получить информацию общего характера. Это касается бытовой техники, простых строительных конструкций или изделий легкой промышленности. В случае, когда важна герметичность шва, следует отдать предпочтение способам, выявляющим даже малейшие неплотности в соединениях. Для обследования деталей, испытывающих высокие нагрузки, придется использовать технологии, способные дать максимально полное представление о внутренней структуре сварного шва. Ведь скрытые дефекты, проявившиеся спустя какое-то время, часто становятся причиной серьезных техногенных катастроф. В связи с этим отдельную проблему представляет неразрушающий контроль сварных соединений трубопроводов. Тысячи километров магистралей, по которым течет вода, движется жидкое или газообразное топливо могут быть выведены из эксплуатации из-за невидимой глазу трещины. Разрыв труб, по которым в производственных цехах перекачиваются химически агрессивные вещества, недопустим, так как вполне способен привести к человеческим жертвам.
- Особенностей производства. При анализе сварных соединений электронных компонентов, нагрев которых недопустим, а размер деталей которых мал, приходится отказываться от многих эффективных методов дефектоскопии в пользу пусть и не столь надежных, но лучше подходящих для решения задачи. Иные проблемы приходится решать там, где длина швов составляет многие сотни метров. При прокладке газопроводов или строительстве судов не получится использовать оборудование, с успехом работающее в научной лаборатории.
- Применяемые материалы. В современном производстве используются различные детали и сплавы. Все они имеют свои особенности, отличаясь по внутренней структуре, магнитным свойствам, реакции на температурный нагрев или воздействие давлением. Все это следует учитывать при выборе способа контроля. Ведь методика, хорошо зарекомендовавшая себя при проверке качества сварных швов изделий, выполнены из стали, может оказаться неэффективна для дефектоскопии деталей, изготовленных из алюминия.
Визуально-измерительный контроль сварки внешним осмотром
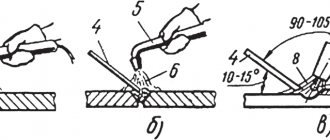
С помощью внешнего осмотра можно выявить только наружные дефекты сварного шва. Осмотр можно производить как невооружённым глазом, так и при помощи увеличительного стекла с многократным увеличением. Размеры сварных швов проверяют с помощью шаблонов и мерительного инструмента.
Внешний контроль обычно применяют ко всем сварным швам, независимо от степени ответственности конструкции и от применения других способов контроля. Подробнее о данном методе контроля рассказывается на странице: «Контроль сварных швов внешним осмотром и измерением».
Ультразвуковая дефектоскопия сварных швов
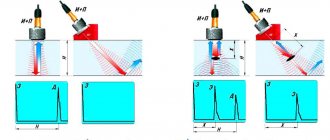
Метод ультразвуковой дефектоскопии основан на свойстве ультразвуковых волн, проходить сквозь большую толщину металла, и отражаться от скоплений шлака, неметаллических включений и других дефектов сварного шва.
Ультразвуковые дефектоскопы работают по следующему принципу: пластинку из кварца или сегнетовой соли подвергают воздействию электрического поля высокой частоты. Под воздействием поля пластинка излучает ультразвуковые волны, которые направляются на сварное соединение.
На границе между однородным металлом и дефектом происходит отражение ультразвуковых колебаний, и отражённая волна воспринимается второй пластинкой. Под воздействием отражённой волны на этой пластинке образуется переменная разность потенциалов, величина которой зависит от интенсивности отражённой волны.
Далее электрические колебания, исходящие от пластинки, усиливаются и передаются в осциллограф. На экране осциллографа происходит одновременно изображение импульсов волны, направляемой на сварной шов, и волны, отражённой от дефекта в сварном шве. По расположению этих импульсов определяют расположение и характер сварного дефекта.
Ультразвуковой метод дефектоскопии позволяет выявить все известные дефекты сварных соединений. Более подробно о данном методе неразрушающего контроля рассказывается в статье: «Ультразвуковой контроль сварных швов. Ультразвуковая дефектоскопия».
Магнитная дефектоскопия сварных соединений
Суть метода магнитной дефектоскопии состоит в возбуждении неоднородного магнитного поля, проходящего через сварное соединение с образованием рассеянных магнитных потоков на участках, содержащих сварные дефекты.
Существует несколько методов магнитного контроля: магнитопорошковая дефектоскопия, магнитографический контроль и индукционный контроль. Магнитопорошковая дефектоскопия — самый простой из них, но и достоверность контроля у этого метода ниже, чем у других.
При магнитопорошковой дефектоскопии проверяемое соединение намагничивается, на его поверхность наносится магнитный порошок (железная окалина или мелкие железные опилки) или суспензия и через соединение пропускают магнитное поле. Магнитный порошок или суспензия, под действием магнитного поля, распределиться равномерно. Но в местах расположения дефектов будут наблюдаться скопления магнитного порошка (суспензии).
При магнитографическом контроле магнитное поле, пропускаемое через сварное соединение, записывают на магнитную плёнку. Для этого магнитную плёнку накладывают на соединение, во время прохождения по нему магнитного поля. Далее, с помощью магнитографических дефектоскопов с плёнки считываю записанную информацию, и преобразуют её в звук, или в изображение на мониторе дефектоскопа. Кроме этих методов, существует индукционный метод магнитной дефектоскопии.
Более подробную информацию об этих методах контроля можно узнать на странице: «Магнитные методы контроля сварных швов. Магнитная дефектоскопия сварки».
Радиографический контроль сварных соединений. Контроль рентгеновскими и гамма-лучами
Рентгеновский контроль
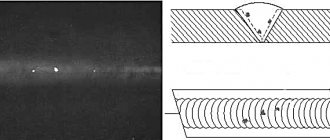
Рентгеновские лучи по-разному распространяются в различных материалах. Например, такие лучи будут по-разному проходить сквозь однородный металл, сквозь шлаковые включения или сквозь пустоту в металле. На этом свойстве рентгеновского излучения и основан метод рентгеновской дефектоскопии, схема которого показана на рисунке.
Для контроля сварного шва с одной его стороны устанавливают источник излучения, а с противоположной стороны — детектор. Рентгеновские лучи, проходя через шов от источника, облучают детектор (фотоплёнку или фотобумагу), на котором и отображается полная картина прохождения лучей сквозь металл. Наличие затемнённых мест на плёнке говорит о том, что интенсивность прохождения лучей в этих зонах было высоким, следовательно, в этих местах сварного соединения присутствуют дефекты. Более полную информацию о данном методе неразрушающего контроля смотрите на странице: «Радиографический метод контроля сварных соединений Ч.1 Контроль рентгеном».
Контроль гамма-излучением
Контроль гамма-лучами, также как и контроль рентгеном, основан на способности гамма-лучей по-разному проходить сквозь металл, неметаллические включения и пустоту в металле.
Схем гамма-контроля следующая: из ампулы, содержащей радиоактивные изотопы, направляется поток гамма-лучей на контролируемое соединение. С обратной стороны соединения находится кассета с фотоплёнкой или фотобумагой, на которой отображается полная картина прохождения лучей через металл. В местах выявленных дефектов на плёнке появятся затемнённые области. Для того чтобы упорядочить поток радиоактивного излучения, ампула помещена в свинцовый контейнер с маленьким отверстием, через который выходит поток гамма-лучей.
У радиационной дефектоскопии есть преимущества, по сравнению с рентгеновским просвечиванием. Например, гамма-лучи обладают большей проникающей способностью, что позволяет их использовать при контроле больших толщин металла, толщиной более 300мм. Кроме того, контроль гамма-излучением экономически более выгоден, т.к. имеет меньшую себестоимость. Но, у него также есть и свои недостатки. Например, радиация представляет большую опасность для здоровья человека. Более подробно о этом методе контроля сварки рассказано на странице: «Радиографический метод контроля сварных соединений Ч.2 Радиационный контроль гамма-излучением».
Контроль качества сварных соединений и необходимость его проведения
Когда проводятся сварочные работы на трубопроводах, появления дефектов не избежать. В свою очередь, эти недостатки оказывают негативное влияние на внешний вид сварных соединений, их технические характеристики вместе с надёжностью. Всего выделяют две разновидности повреждений: формирования шва и дефекты металлургического типа.
Формирование структурного шва приводит к появлению металлургических изъянов. Они обычно появляются, пока материал охлаждается или нагревается. Вторая группа повреждений вызвана несоблюдением норм во время проведения работ.
Заранее требуется выявлять следующие разновидности недостатков. Они все негативно влияют на качество всего трубопровода в итоге.
- Нарушения в металлической микроструктуре. Приводят к тому, что повышается содержание оксидов, появляется крупная зернистость, зёрна с окисленными краями.
- Наличие газовых включений или пор. Бывают групповыми или единичными, иногда выглядят как мостики. Или выходят на поверхность. Тогда их называют свищами.
- Примеси со шлаками внутри швов. Из-за них изделие теряет первоначальную прочность.
- Возникновение трещин разных типов характерно для участков со швами, околошовного пространства. Отличия кроются в размерах.
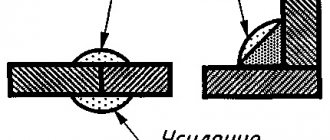
- Группа непроваров. Это название для локальных участков шва, в котором нет сцепления с основным материалом.
- Прожоги или отверстия в сварных швах, которые появляются при вытекании расплава, когда проходит сварка.
- Подрезы. Название для канавок в продольной плоскости на границах со швами, поверхности основного металла.
- Нарушения в формах и размерах швов.
Только в случае выявления каждого из дефектов можно гарантировать надёжность трубопровода на максимальном уровне.
Необходимо провести тщательную оценку того, как подобные изъяны влияют на конструкцию. Иначе невозможно исправить положение до того, как начинается эксплуатация трубопровода.