Автор:
Юлия Рощина, специально для www.EquipNet.ru Фотографии с сайтов nw-technology.ru, avek.ru, syntezndt.ru, mirndt.ru
Основная задача любой системы контроля – выявление дефектов и определение пределов прочности и надежности. Дефекты могут возникнуть в результате ошибки при конструировании, производстве или эксплуатации: дефекты литья, усталостное разрушение, атмосферная коррозия, изнашивание сопряженных деталей, дефекты при нанесении покрытий, дефекты неразъемных соединений металла и так далее. В каждом конкретном случае применяются специальные методики, позволяющие определить степень влияния дефекта на качество изделия: насколько уменьшится надежность, рабочие характеристики, как изменятся сроки и условия эксплуатации, или дефект является критичным и предмет не может быть допущен к использованию. Различают две основные группы испытаний: разрушающего и неразрушающего контроля.
Методы разрушающего контроля
Разрушающий контроль служит для количественного определения максимальной нагрузки на предмет, после которой наступает разрушение. Испытания могут носить разный характер: статические нагрузки позволяют точно измерить силу воздействия на образец и подробно описать процесс деформации. Динамические испытания служат для определения вязкости или хрупкости материала: это разного рода удары, при которых возникают инерционные силы в частях образца и испытательной машины. Испытания на усталость – это многократные нагрузки небольшой силы, вплоть до разрушения. Испытания на твердость служат для измерения силы, с которой более твердое тело (например, алмазный наконечник ударника) внедряется в поверхность образца. Испытания на изнашивание и истирание позволяют определить изменения свойств поверхности материала при длительном воздействии трения. Комплексные испытания позволяют описывать основные конструкционные и технологические свойства материала, регламентировать максимально допустимые нагрузки для изделия.
Для определения характеристик механической прочности используют разрывные машины. Например, WEB 600, производства TIME Group Inc.: она способна развивать усилие 600 кН. Машины для технологических испытаний, такие как ИА 5073-100, ИХ 5133, ИХ 5092 отечественного производства, поставляемые , служат для испытаний на скручивание проволоки, выдавливание листового металла, перегибов проволоки и так далее.
Есть несколько методов определения твердости металла: по Виккерсу, когда в поверхность вдавливается четырехгранная алмазная пирамидка под действием нагрузки в 5, 10, 20, 30, 50 и 100 кгс. Затем отпечаток измеряют по диагоналям квадрата, и по таблице определяют число твердости. Машины для определения твердости – твердомеры. Например ИТ 5010 – машина для определения твердости по Виккерсу.
При исследовании твердости по методу Роквелла, образец плавно нагружают до 98 Н (10 кгс). Затем дается дополнительная нагрузка до максимального значения 490 Н (50 кгс) – 1373 Н (140 кгс). После его достижения на шкале индикатора прибора отображается количество единиц твердости образца. Один из распространенных твердомеров по Роквеллу – ТР 5006 М. Среди машин, предназначенных для испытания на усталость можно назвать МУИ-6000 (поставщик – «Северо-Западные Технологии»).
Механические испытания сварных соединений и их виды
Особенно важными для понимания свойств материалов являются следующие виды исследований:
- Контроль на разрыв. Эти испытания проводятся в полном соответствии всем установленным стандартам и нормативам. С их помощью определяются пределы упругости, удлинения и сужения, временного сопротивления разрыву металлов.
- Контроль на статический изгиб. Этот вид испытаний позволяет определить угол деформации, а также полную работу, затраченную на нее.
- Контроль на ударную вязкость. Это также позволяет определить крайне важные для металлов характеристики. Эти испытания позволяют измерить удельную работу, которую необходимо затратить для разрушения исследуемого материала.
Все разрушающие виды механических испытаний сварных соединений направлены на то, чтобы выявить те характеристики, требования к показателям, которых обозначены во многих стандартах и технических условиях.
Расчет стоимости
Методы неразрушающего контроля
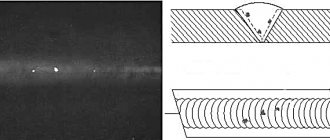
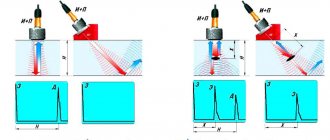
Если методы разрушающего контроля применяются только к контрольным образцам, для выяснения общих механических свойств, то неразрушающий контроль служит для массового контроля качества продукции. Работа приборов неразрушающего контроля основывается на принципах изменения свойств предмета при наличии дефектов. Это ультразвуковая дефектоскопия и толщинометрия , радиография , магнитопорошковый и капиллярный контроль, вихретоковый контроль, оптико-визуальный контроль и другие. Например, оборудование ультразвуковой дефектоскопии измеряет разницу в прохождении ультразвука, в зависимости от толщины и плотности металла. Толщиномеры 26МG, 26MG-XT, 26XTDL, 36DLPLUS, производства компании Panametrics служат для определения остаточной толщины стенок труб, котлов и других конструкций, подверженных износу. 36 DL PLUS – современный цифровой эхо-импульсный переносной контактный толщиномер, который позволяет измерять толщину даже тех объектов, к которым можно подойти только с одной стороны. Применяется в энергетике и машиностроении для измерения толщины стенок трубопроводов, сосудов давления, котлов и других объектов.
Один из распространенных методов неразрушающего контроля – вихретоковый. Он основан на измерении возмущений вихревых токов при наведении электрического тока на образец. Даже малейшая трещина или каверна в металле, точечная коррозия или истончение сразу фиксируется в изменении вихревых токов. Современные вихретоковые дефектоскопы служат для контроля посадочных полок дисков колес, ряда крепежных деталей авиационных конструкций, детектирования трещин вблизи крепежных отверстий, а также для отображения С-скана крепежных отверстий, контроля многослойной коррозии в автомобильной, авиационной и аэрокосмической отраслях. Среди оборудования вихретокового контроля можно назвать приборы компании Zetec, которые позволяют выполнять широкий спектр обследований различных конструкций самолетов, узлов двигателей и колес. Например, MIZ®-21SR – многорежимный вихретоковый дефектоскоп и бонд-тестер. Это легкий портативный прибор, использующий два метода вихретоковой дефектоскопии для обнаружения непроклея, расслоения и аномалий плотности. Кроме того, MIZ®-21SR имеет функции измерения проводимости и толщины покрытий. Вся информация отображается на дисплее с высоким разрешением и четкостью изображения.
Факторы, влияющие на качество сварных соединений
Помимо выполнения шва и соблюдения технологий, прочностные характеристики сварного соединения связаны и с другими факторами:
- Качество свариваемого материала. Несоответствие металла требуемым характеристикам даже при правильном выполнении шва может негативно отразиться на прочности соединения.
- Не менее строгие требования предъявляются и к применяемым расходным материалам, используемым при сварочных работах. Использование низкокачественных присадок или электродов не позволит сделать правильное прочное соединение из-за появления в структуре самого металла ломкости, хрупкости и т. д.
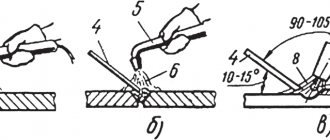
- Оборудование, используемое для сварочных работ, должно обладать соответствующей мощностью и быть применимым к требуемой технологии (к примеру, аргонодуговой сварке).
- Надежность соединения деталей (их качество провара) можно достигнуть только при правильном выборе режимов сварки (полярности и силы тока).
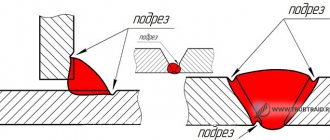
- Подготовка для сварки самих заготовок является не менее важной операцией. Даже незначительное отклонение формы кромок стыков может существенно снизить качество и нарушить форму шва.
Рекомендуемые статьи
Рекомендуем статьи:
- Сварка в защитных газах: суть технологии и руководство для начинающих
- Как варить швы: разбираемся в секретах техники сварки
- Как варить тонкий металл: руководство для начинающих и профессионалов
Все перечисленные моменты следует учитывать при планировании работы, особенно если это касается важных и ответственных конструкций.
Рентгеновский контроль
Этот метод обыкновенно используется для дефектоскопии крупных сварных металлических конструкций, подверженных коррозионному воздействию атмосферы: трубопроводов, опор и несущих и любых других металлических конструкций. Рентгеновские аппараты могут быть стационарные (кабельного и моноблочного типа), переносные или монтироваться на кроулеры. Кроулер – самоходный, дистанционно управляемый робот, несущий автономный рентгеновский комплекс. Он предназначен для контроля качества сварных соединений трубопроводов. Такой аппарат по команде извне перемещается в трубопроводе, останавливается и снимает рентгенограмму. Экспонирующее устройство кроулера работает полностью независимо. Одни рентгеновские аппараты требуют экспонирования и проявки специальной пленки, другие отражают информацию сразу в цифровом виде.
Среди аппаратуры рентгеновского контроля нужно назвать продукцию ЗАО «Синтез НДТ», входящую в группу предприятий «ЮНИТЕСТ». Стационарные аппараты серии «Витязь» изготовлены моноблоком, со стеклянной рентгеновской трубкой. Их стоимость относительно невысока. Серия «Бастион» – аппараты кабельного типа, в них используется металлокерамическая трубка, что обеспечивает надежность и длительный срок службы, но они более дороги. Как правило, стационарные аппараты используются для контроля материалов или готовой продукции, они отличаются от переносных высокой стабильностью параметров тока, напряжения и минимумом пульсаций. Переносные рентгеновские аппараты серии «РПД», того же производителя, предусматривают и варианты для работы в тяжелых климатических условиях, на Крайнем севере. В этом случае, блок питания и управления монтируется в металлическом корпусе, категория защиты — IP65. На кроулеры устанавливаются панорамные рентгеновские трубки серии СХТ. Они обеспечивают максимально возможную жесткость спектра излучения с высоким КПД, аппараты питаются от аккумуляторной батареи кроулера. Оборудование СХТ снабжено системой принудительного воздушного охлаждения анодов вентиляторами.
Сегодня не существует одного универсального метода, который позволял бы измерить все свойства металлического изделия разом. Поэтому методы контроля качества применяются в комплексе: на стадиях разработки и изготовления – разрушающие, в процессе эксплуатации – различные неразрушающие. Выбор конкретного способа контроля зависит не только от специфики и назначения металлической конструкции, но и от многочисленных внешних факторов, которые непременно учитываются специалистами.
Разрушающий и неразрушающий виды контроля
Для контроля качества строительных работ применяются разные виды контроля, позволяющие выявить разные типы нарушений. Формально процедуры можно разделить на 2 категории — разрушающий и неразрушающий контроль.
Разрушающий контроль: область применения, особенности, методы
Разрушение контрольного образца — метод, позволяющий выявить значимые дефекты в строительных конструкциях. Способ применяется прежде всего для металлоконструкций и предназначен для контроля сварных соединений. После испытаний контрольный образец восстановлению не подлежит, при этом остальная партия считается прошедшей проверку. Мы видим, что этот метод не только затратен, но и недостоверен — так как проводится выборочный контроль.
Разрушающий контроль проверяет такие характеристики строительных конструкций как прочность и стойкость к внешним воздействиям, оцениваются механические показатели. Тестирование проводит испытательная лаборатория. Применяются следующие виды испытаний:
- механические (статическое растяжение, ударный изгиб и другие);
- металлографические (микро- и макроструктурные методы);
- гидроиспытания.
Методика разрушающего тестирования зависит от материала и конструкции изделия.
Неразрушающий контроль: сферы применения, характеристики и виды испытаний
Неразрушающий контроль включает разнообразные виды измерений. Проверке подвергаются не только функциональные, но и эксплуатационные характеристики. Например, измеряют плотность материалов, габариты элементов строительной конструкции и другие параметры. Процесс тестирования часто проводится без участия человека: автоматизация позволяет избежать ошибок, связанных с человеческим фактором. Тем не менее оценка результатов проводится вручную, так как необходим учет конкретных условий.
Неразрушающий контроль является элементом системы контроля качества на всех этапах строительства: от проектирования до реконструкции. Метод применяется повсеместно, так как стоимость исследований относительно невелика, эти затраты нивелируются продлением срока эксплуатации изделий и конструкций. Например, по нормативам, качество железнодорожного полотна проверяется не менее 30 раз в год с помощью специальных устройств — дефектоскопов. Это повышает безопасность эксплуатации и выявляет неисправности на раннем этапе их появления.
Методика и способы проведения неразрушающего контроля регламентированы стандартами. Для измерения одного показателя могут применяться сразу несколько методов одновременно, что повышает точность измерений. Исследования не только дополняют информацию, но и используются для проверки достоверности результатов. Для оперативной диагностики состояния строительных конструкций применяют экспресс-оценку качества комплексными методами.
Несмотря на очевидные преимущества, неразрушающий контроль имеет ограниченную сферу применения. Он не используется на этапе НИР и проектирования. К числу главных преимуществ неразрушающего контроля относится доступность: он проводится в реальных условиях, не требует лабораторного моделирования стендов. Для исследований необходимо обучение квалифицированного персонала и обеспечение техники безопасности. Для проведения радиационного и дозиметрического контроля проводится специализированное обучение персонала, требуется соблюдение регламентов и санитарных норм.
Подводя итоги, можно сделать вывод о необходимости комплексного применения методов неразрушающего и разрушающего контроля в строительстве, при эксплуатации технических устройств, механизмов, оборудования на опасных производственных объектах.