Очистка поверхности металлов необходима для осуществления различных технологических процессов их соединения, например сварка, пайка, склеивание. Также очистка используется для поверхностной обработки материала (легирование поверхности, нанесение покрытий, упрочнение и др.), наплавки, термической резки, строжки и т. д.
Фото. Очистка металлической детали шлифовальной машиной
Все способы очистки металла под сварку условно можно разделить на основных класса: механический, химический и термический.
Выбор правильного метода очистки зависит от химических и механических характеристик загрязнения, особенностей очищаемого материала, габаритов изделия и его конфигурации; экологические условия и связанные с этим возможные выбросы в атмосферу, безопасность труда и наличие очистных сооружений.
Механические методы очистки под сварку являются наиболее распространенными и относительно недорогие. Существуют возможности их объединения с другими механическими операциями предназначенными для обработки заготовок.
Химические способы очистки нашли свое применение как заключительные этапы обработки перед сваркой. Часто применяются в металлургии.
Термическая очистка считается наиболее универсальным и высокопроизводительным методом, который легко объединять с последующими технологическими процессами.
Способы механической очистки
Ручная очистка механическим инструментом
Применяется для начальной подготовки деталей под сварку при помощи проволочных щеток, зубил, рубильных молотков. Также для очистки внутренних поверхностей труб под сварку скребками и поршнями.
Абразивно-струйная очистка
Используется для очистки деталей толщиной не менее 3 мм. В противном случае возможны деформации деталей.
Абразивно-порошковая очистка
Для удаления окалины с поверхности проката.
Дробеметная очистка
При подготовке поверхности для покрытия лаком и краской.
Термокинетическая очистка
Используется для удаления полимерных, гуммированных, металлизированных покрытий, затвердевших и не затвердевших нефтепродуктов, масляных и битумных загрязнений. Для очистки от многослойного лакокрасочного покрытия и покрытий на эпоксидной основе.
Гидроабразивная очистка
Для очистки поверхности сварных швов, окалины, коррозии, покрытий и отложений. Используется при строительстве турбин, нефтехранилищ, мостов, тоннелей, зданий, транспортных средства и при очистке листов титановых сплавов.
Магнитно-абразивная очистка
Для очистки перед сваркой деталей и изделий предназначенных для космического аппаратостроения и химического машиностроения.
Магнитно-импульсная очистка
Для очистки изделий любой конфигурации при налипании и намерзании сыпучих материалов.
Ударно-волновая очистка
Для очистки внутренних поверхностей трубопроводов и котлов
Электрогидро-импульсная очистка
Для очистки теплообменных аппаратов, систем отопления, котлов, канализации и водоснабжения. Для очистки артезианских скважин и многих других видов трубного оборудования.
Ультразвуковая очистка
Для очистки инструментов (сверла, резцы, надфили, напильники и т. д.), деталей точной механики, часовых механизмов, ювелирных изделий, электроники, кремниевых пластин и т. д.
Очистка струей частиц льда
Для очистки от антиоксидантов, коррозии, полимеров, масла, битума, сажи и копоти, нефти, химикатов и краски. Как правило очищают бурильные трубы, атомные электростанции, фасады зданий, памятники, трубопроводы и т. д.
Химическая обработка металла перед покраской
Данная технология предполагает работу в несколько этапов и использование водных растворов специальных составов. Количество стадий подбирают в соответствии с типом металла, состоянием поверхности, условиями эксплуатации изделий в будущем.
Чаще всего в процесс химической обработки металла перед покраской входят такие этапы
:
- Обезжиривание, очистка.
- Удаление следов ржавчины, окислов.
- Активация.
- Конверсионная обработка.
- Финальная обработка или пассивация, промывка обессоленной водой.
- Просушивание.
После каждого этапа изделия промывают водой, в некоторых случаях даже дважды.
Если планируется использовать конструкцию в тяжелых условиях, то есть на открытом воздухе, выполняют всю описанную подготовку с нанесением защитных конверсионных покрытий. Для изделий, которые будут использоваться в закрытых помещениях при нормальной влажности, достаточно лишь обезжиривания.
Если поверхность конструкции из черного металла прошла только очистку от следов жира, ее защищают пассивацией от вторичной коррозии в процессе сушки. Рекомендуется применять средства на базе трех- либо шестивалентного хрома. Важно подчеркнуть, что здесь нельзя использовать растворы нитрита натрия, три- и моноэтаноламина.
Способы химической очистки
[context]
Мойка
Средствами на водяной основе с добавлением щелочи, поверхностно активных веществ или на основе органических растворителей — применяется для обезжиривания, удаления лаков и старых красок.
Электрохимической травление, электролитическая и элеткролитно-плазменная очистка
Используется для обезжиривания поверхностей, удаления оксидов и окалины. Используется преимущественно в прокатном производстве.
Солевые ванны
Очистка поверхности металла от окалины, графита, песка перед проведением пайки или нанесением.
Электрохимическая (гальваническая) очистка
Данный метод заключается в пропускании слабого тока через электролит, из-за чего происходит электролитическая реакция и снятие пораженного ржавчиной слоя металла. Ионы окислов железа переходят с ржавчины в раствор и на чистый электрод.
Преимуществом электрохимического метода является бережная очистка деталей любой формы.
К недостаткам можно отнести ограниченное применение (ржавчина), большие временные затраты, оснащение специальными резервуарами и наличие агрессивных растворов, которые необходимо утилизировать.
Способы термической очистки
Газопламенная очистка
Газопламенная очистка металла используется для удаления окалины.
Электродуговая очистка в вакууме
Для очистки и пассивации листового металла в поточной линии волочильных и прокатных станов.
Электроэрозионная очистка
Для очистки и одновременной сварки тонкостенных изделий из алюминия, меди и никеля магнитно-импульсным методом
Очистка в тлеющем газовом разряде
Для очистки перед вакуумной пайкой и диффузионной сваркой металла от оксидов.
Ионно-лучевая очистка
Для заключительной очистки поверхностей металла, полимеров, диэлектриков, полупроводников перед нанесением покрытий.
Очистка лазерным лучем
Для очистки пресс-форм, рельсов и материалов в нанотехнологиях. Для очистки от радиации поверхностей оборудования.
Очистка струей пара
Очистка от масел, жиров, водорастворимых загрязнений гладких и неровных поверхностей (в том числе сварных швов).
Очистка струей сухого льда
Для очистки от масла, воска, грязи на поверхности металла, пластмасс и тканей.
Криоочистка
Криоочистка, или чистка сухим льдом, по сути использует тот же принцип, что и пескоструйная обработка: выброс материала с направленным потоком воздуха. Сухой лед, будучи замороженным углекислым газом, при контакте с материалом не нагревает поверхность, поэтому возможно ее использование в тех помещениях, где повышен риск возникновения воспламенения или взрыва.
Криоочистка действует бережнее пескоструйного воздействия, так как повреждает поверхность меньше и, кроме того, в процессе обработки не выделяется статическое электричество, поэтому такой метод безопасен при обработке сложной техники, например, турбин.
Так как в отличии от пескоструйной обработки, в процессе криоочистки используется низкотемпературный материал, оборудование должно обладать специфическими характеристиками, что компенсируются повышенной стоимостью приборов, а также необходимостью следить за наличием сухого льда в качестве расходного материала.
Криоочистка, к примеру, применяется в очистке кузова автомобиля перед покраской, пищевой промышленности, деревообрабатывающем и бумажном производстве.
Требования к очистке поверхности металлов и сплавов перед сваркой
Очистка под сварку необходима в первую очередь для получения сварочного шва высоко качества и предотвращения появления дефектов. Удаляют с поверхности металлов средства консервации, загрязнения, ржавчину и оксидные пленки. Очищают внешнюю сторону соединения. Внутреннюю сторону обрабатывают в случае использования технологии со сквозным проплавлением.
Существуют такие требования ширины радиуса очистки поверхности деталей (в обе стороны от будущего шва):
- не менее 5 мм — для сварки стыковых соединений с использованием дуговой, лазерной, электронно-лучевой, контактной сваркой оплавлением при номинальной толщине деталей до 5 мм;
- не менее номинальной толщины детали — для сварки стыковых соединений с использованием дуговой, лазерной, электронно-лучевой, контактной сваркой оплавлением при номинальной толщине деталей от 5 до 20 мм;
- не менее 50 мм для выполнения сварных соединений при помощи электрошлаковой сварки;
- не менее 5 мм — для угловых, тавровых, нахлесточных видов соединений и вварки труб в трубные доски, выполняемые дуговой, лазерной, электронно-лучевой сваркой.
На очищенных поверхностях металла не должно быть ржавчины, окалины, масла и других загрязнений. Не допустимо наличие трещин, расслоений и закатов. Стали двухслойного типа не должны иметь расслоения коррозионного слоя.
Прежде всего проверку поверхности металла осуществляют визуально, а при толщине металла более 36 мм следует проверить зону прилегающую к очищенным поверхностям ультразвуковым методом. Ультразвуковой контроль осуществляется на ширине не менее 50 мм для обнаружения таких дефектов как трещины, расслоения и др. Недопустимыми считают дефекты площадью более 1 кв. м. при чувствительности ультразвукового контроля Д5Э. Допускается не более 3 дефектов на 1 м длины контролируемой поверхности с расстоянием между ними не менее 100 мм.
Поверхность разделки кромок должна быть очищена от следов резки и разметки. Детали которые будут свариваться после термической резки необходимо обработать на толщину 2-3 мм. Предварительно очистку выполняют механическими и/или химическими методами, а заключительную — зависимо от свариваемого металла, степени начальной и требуемой шероховатости — различными физико-химическими способами (травление, воздействие тлеющим разрядом, электрополировка и др.) и шабрением. Непосредственно перед выполнением сварочных работ наружность свариваемых деталей в области стыка (по мере возможности через зазор в стыке) очищают маломочным источником сварочного нагрева, не заплавляя стык.
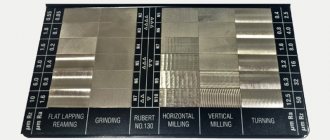
Требования по шероховатости очищенных поверхностей соприкасающихся кромок деталей, под дуговую и плазменную сварку, должны быть не более Ra=12,5 мкм (Rz=80 мкм), под электронно-лучевую и лазерную сварку — Rz≤30 мкм.
Чтобы правильно оценить степень шероховатости поверхности применяют сравнение с аттестованными образцами, профилографы-профилометры и другие средства измерения.
Проверка чистоты осуществляется прямыми и косвенными методами. Первые помогают определить загрязнения на поверхности. Большое распространение получили микроскопический способ, основанный на смачиваемости, и способ, основанный на разности потенциалов. Высокую чувствительность имеет способ с применением радиоактивных изотопов. Косвенные методы применяют преимущественно в лабораторных условиях и основаны на удалении с поверхности загрязненного слоя в специальных травильных смесях. На производстве, среди косвенных методов, применяют лишь измерение сопротивления моющих растворов.
Оборудование и технология огневой зачистки металла
Ручная огневая зачистка металла в последние годы все в большей мере наряду с другими ручными операциями обработки металла на адъюстажах подвергается критике, так как не соответствует современным требованиям к условиям труда рабочих, производительности и качеству зачистки.
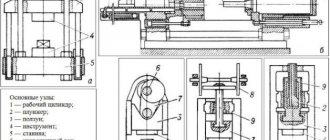
Схема ручного огневого резака показана на рис. 13.
Применяемые ручные резаки можно разделить на три группы:
1) для зачистки углеродистых и низколегированных сталей. Резаки оборудуют специальным механизмом для подачи в зону факела металлического прутка с целью ускорения зажигания металла;
2) для зачистки высокоуглеродистых и легированных сталей. Они характеризуются тем, что работают в комплекте с устройствами подачи флюсов;
3) широкозахватные, обеспечивающие увеличение ширины зачищаемой канавки и повышение производительности.
Перспективы применения подобных устройств следует рассматривать только для выборочной зачистки после машинной обработки.
Применение автоматизированных устройств типа промышленных манипуляторов для выборки местных дефектов огневым способом сдерживается из-за отсутствия неразрушающего метода обнаружения дефектов поверхности металла по глубине.
Подготовка слябов, блюмов и заготовок для ручной огневой зачистки осуществляется при температуре металла не выше 500° С, температуру контролируют термокарандашами или термощупами. Металл раскладывают на стеллажах, оборудованных кантователями. Поверхность проката перед зачисткой должна быть освобождена от окалины, шлака, посторонних предметов механическим путем или сжатым воздухом. Затем осуществляют разметку дефектов мелом.
Зачистку дефектов выполняют «дорожкой», «елочкой» или «змейкой» в зависимости от требований, предъявляемых к металлу, а также навыков газовырубщиков.
Перед началом зачистки огневой резак устанавливают на угол заготовки под углом ~70° к поверхности металла (в ряде случаев вводят проволоку для зажигания), производят нагрев металла до температуры горения, затем в зависимости от глубины залегания дефектов наклон резака уменьшают до 20° Соотношение между шириной и глубиной зачистки выдерживают в пределах не менее 6:1. После зачистки шлак с поверхности удаляют специальными скребками. Качество зачистки поверхности металла контролируют визуальным осмотром. Выборка местных дефектов глубиной менее 0,5 мм, как правило, при огневой зачистке не гарантирована. Глубина зачистки блюмов, предназначенных для прокатки на готовый сорт, в зависимости от сечения не должна превышать: для круга — квадрата до 120 мм —30 мм, для круга — квадрата более 120—15 мм. Глубина зачистки блюмов, предназначенных для прокатки на заготовку для сортовых станов, допускается до 40 мм. В ряде случаев допускается более глубокая зачистка в одном сечении на одной стороне квадрата.
Технические данные распространенных резаков РПК2-72 и широкозахватного резака ГКРР-25ШМ конструкции НИИМ приведены в табл. 9.
Производительность труда при работе широкозахватными резаками повышается в 3—4 раза против работы обычными. Затраты на зачистку тонны проката на ручных резаках составляют 1 руб/т (затраты, связанные с потерями металла, не учтены).
В начале 60-х годов на Златоустовском металлургическом заводе был усовершенствован процесс огневой зачистки. Усовершенствование состоит в том, что подогрев поверхности металла до расплавления осуществляется мощной электрической дугой, а металл удаляется струей сжатого воздуха. Такой процесс получил название воздушно-электродуговой зачистки. Этим способом зачищают блюмы из нержавеющих сталей сечением до 225х225 мм; получил он распространение и на ряде других заводов.
Дальнейшее усовершенствование процесса произведено на Кузнецком металлургическом комбинате, где взамен воздуха в процесс был введен кислород. Это значительно интенсифицировало процесс зачистки нержавеющих сталей. Расплавленный металл и шлак в начале процесса создают предварительный нагрев металла, а поддерживая постоянное количество расплава перед зачистным соплом, получают постоянную глубину зачистки. Такой процесс получил название кислороднодуговой зачистки.
Разработка машин для огневой зачистки сосредоточена в Челябинском научно-исследовательском институте металлургии (НИИМ), где созданы конструкции машин для зачистки в потоке обжимных и сортовых станов, отдельно устанавливаемые огнезачистные установки для сплошной и выборочной зачистки квадратной заготовки, слябов, а также механизированные линии зачистки металла.
Первая отечественная машина огневой зачистки (МОЗ) была установлена в потоке блюминга в 1964 г. на ММК. Количество металла, зачищаемого этим способом на комбинате, за десять лет возросло более чем в 35 раз. На MMK с внедрением машин огневой зачистки высвобождено около 700 рабочих, усложнился марочный сортамент сталей, получен экономический эффект 6 млн. руб. в год.
В настоящее время число работающих МОЗ составляет около 25, такое же количество находится в стадии изготовления и проектирования. Внедрение МОЗ на металлургических заводах позволяет сократить численность рабочих на участках ручной огневой зачистки на 50—75%, снизить расходы на зачистку на 75—90%. Затраты на зачистку металла на МОЗ составляют в среднем 0,2 руб/т (без учета потерь металла).
За рубежом разработкой машин огневой зачистки занимаются и «Union Carbide» (США), «Messer Griesheim» (ФРГ) и «Koike Sanso» (Япония) и др.
В США в потоке МОЗ зачищается более 50 млн. т проката, общее число машин огневой зачистки, установленных в этой стране, составляет 90 единиц. Число огневых машин в других развитых странах составляет (по данным 1975 г.): в Японии более 20, ФРГ 18, Англии 12, Италии 7.
для современного заготовочного стана рекомендует устанавливать МОЗ в потоке между станом и ножницами. МОЗ предназначена для зачистки при глубине удаляемого слоя 0,8—6,4 мм и скорости 1,25—0,16 м/с. В состав комплекса входят: машина огневой зачистки, рольганги, направляющие линейки перед машиной, правильные ролики до и после МОЗ, система охлаждения газорежущих головок, система сжатого воздуха для продувки огневой части машины, система гидросбива и грануляции отходов зачистки, аспирационная система продуктов сгорания.
Отмечается, что установка МОЗ в технологическом потоке стана экономически выгодна при глубине удаляемого слоя металла до 3 мм. В последние годы зарубежные фирмы интенсивно занимаются разработкой механизированных огневых средств для выборочной зачистки дефектов проката на адъюстажах. Такие установки созданы в ФРГ, Швеции, Англии и других странах. Всего в капиталистических странах насчитывается более 20 установок огневой выборочной зачистки проката в холодном состоянии. Сообщается, что производительность этих установок составляет до 24 т/ч при обслуживании одним оператором, в то время как производительность зачистки при ручном способе и обслуживании бригадой в составе двух рабочих составляет 8 т/ч.
(Швеция) создала кислородно-дуговую машину для зачистки слябов из углеродистых сталей, предназначенную для эксплуатации на адъюстаже. Для осуществления процесса в этой машине используются кислород, воздух, при пуске — электрический ток и некоторое дополнительное количество металла, получаемого с расплавляемого электрода под действием слабой электрической дуги. Удовлетворительные условия труда оператора обеспечиваются наличием подвижной кабины, оборудованной установкой для кондиционирования воздуха. Эффективное удаление шлака и дымовых газов определяется схемой с перемещаемым металлом. За один рабочий ход машина обрабатывает полосу шириной 200 мм при глубине зачистки до 1—8 мм. Машина может обрабатывать слябы в горячем состоянии (рис. 14). Современные машины огневой зачистки, предназначенные для зачистки горячего металла в потоке прокатных станов, представляют собой сложные устройства, которые постоянно усовершенствуются при их разработке и эксплуатации. Подача металла в машину осуществляется по рольгангам с регулируемым приводом со скоростью 1,3—2 м/с, что позволяет регулировать технологическую скорость зачистки в пределах 0,2—1,0 м/с и глубину зачистки металла до 3,5 мм,
Машина состоит из станины-рамы с водоохлаждаемыми газорежущими блоками, механического оборудования настройки блоков, газовой и кислородной частей, насосной станции для подачи воды к форсункам гидросбива шлака и окалины, дымоотсоса и газоочистки, отделения регулирующей аппаратуры, поста управления машины.
С целью повышения надежности работы, а также для перехода с зачистки проката одного профиля на другой без нарушения ритма работы стана на современных блюмингах производительностью более 3 млн. т/год устанавливают спаренные машины (рис. 15).
Созданы и внедрены машины огневой зачистки холодного и подогретого металла вне потока станов. Схема машины огневой зачистки для холодного металла показана на рис. 16.
Скорость огневой зачистки (vзач, м/мин) определяют по эмпирической формуле
где h — глубина зачистки, мм.
В практических условиях работы скорость зачистки составляет 50 м/мин и более.
Среднюю производительность Gср (т/ч) МОЗ определяют по формуле
где l0 — длина зачищаемой части заготовки, м;
а и b — поперечные размеры заготовки, мм;
т — длительность зачистки одной заготовки, с.
Производительность универсальной машины огневой зачистки в зависимости от сортамента изменяется в пределах 500—1000 т/ч.
Расход кислорода составляет 1800—4000, природного газа 150—600 м3/ч, стоимость зачистки 20—30 коп/т.
В табл. 10 приведены технические характеристики механической и газовой частей современных МОЗ.
Новая конструкция МОЗ Уральского завода тяжелого машиностроения показана на рис. 17.
Машина предназначена для работы в технологическом потоке блюминга. Зачищаемый раскат 6 на пониженной скорости подается на первый ролик огневой машины 15, затем раскат останавливается и происходит подача газорежущих головок 7. При касании раската газорежущими головками подаются горючий газ и греющий кислород, поверхность металла нагревается до температуры плавления, раскат отводится на 50 мм, подается режущий кислород и вода гидросбива шлама 21. При прохождении через машину раскат сверху прижимается роликом 20. Работа машины возможна как с остановом раската после зачистки, так и без останова.
Сравнительные технические данные МОЗ УЗТМ с лучшими образцами машин, по тем же данным, приведены в табл. 11. К преимуществам этой машины относится быстрая смена газорежущего оборудования в процессе работы стана, стабилизация скорости зачистки раската, удобный подвод энергоносителей и возможность отделения железного порошка (99,3% железа) после зачистки.
Обрабатываемость сталей и сплавов огневой зачисткой имеет важнейшее значение для организации этого процесса и перспектив его развития.
Углеродистые стали с содержанием 0,12—0,5% С и низколегированные типа 20Г, 15Х, 20ХМ с содержанием углерода до 0,3% обрабатываются газо-кислородной зачисткой без ограничения как в нормальных условиях, так и в горячем состоянии.
Стали типа 12ХГ, 35Х, 30ХМА в зимних условиях обрабатывают при температуре не ниже 150° С.
В горячем состоянии при температуре более 180°С обрабатывают стали с содержанием углерода 65—75% (типа У7, У8) и легированные (типа 30ХГСА, 40ХН— 50ХН, 45ХНМФА, 50ХГФА).
Инструментальные стали с высоким содержанием углерода типа У9—У13, легированные типа 60С2, ШХ6 — ШХ15, 9ХС, ХВ2, 25ХНВА обрабатывают только в горячем состоянии при температуре 300—400° С. С увеличением геометрических размеров металла температура предварительного нагрева металла повышается.
Диапазон обрабатываемости сужается в связи с образованием термических трещин, так как прогретый после зачистки металл интенсивно охлаждается из-за передачи тепла по сечению металла со скоростью 100—150° С/с, и возникают внутренние напряжения и поверхностная закалка в результате мартенситного превращения или низкой пластичности продуктов быстрого распада аустенита. Термические трещины могут возникать как в процессе самой зачистки, так и после нее или при интенсивном нагреве перед следующим переделом. Во избежание образования термических трещин осуществляют нагрев стали, температуру которого повышают с увеличением содержания углерода и легирующих добавок и коэффициента линейного расширения, а также с понижением теплопроводности стали. В табл. 12 приведены температуры нагрева стали для огневой зачистки. Применение флюсов расширяет возможности огневой зачистки в области высоколегированных, например хромомолибденовых, сталей, содержащих до 5% хрома, до 1% молибдена, до 2% кремния. В качестве флюсов применяют мелкогранулированные железные порошки марок ПЖ1М—ПЖ5М, смесь алюминиевомагниевого порошка марки ПАМ-4 с силикокальцием. Горение этих порошков происходит со значительным выделением тепла, а образующиеся шлаки легкоподвижны и имеют низкую температуру плавления.
Огневая зачистка нержавеющих сталей выполняется на специальных механизированных огнезачистных установках (МОУ), в которых используют железные или алюминиево-магниевые порошки-флюсы.
Краткая техническая характеристика МОУ, разработанной Челябинским НИИМ, приведена ниже:
Установка оборудована загрузочным стеллажом, тележкой, кантователем, имеет вентиляционный отсос, управляется с поста оператора (рис. 18).
Ряд марок сталей, зачищаемых на МОУ, имеют ограничения по температуре конца зачистки, например, для стали 20X13 (С<0,2) она должна быть > 180°С, а для сталей 20X13 (С>0,2), 30X13, 40X13, 14Х17Н2, 20Х17Н2>300° С. Температура заготовок перед зачисткой должна быть не выше 500° С. Зачистка дефектной поверхности металла может осуществляться всплошную или выборочно. Глубину зачистки регулируют в основном за счет изменения скорости подачи тележки.
Затраты на зачистку 1 т нержавеющей стали на МОУ составляют 4—5 руб/т, годовая производительность установки до 80 тыс. т/год.
При повышенном содержании в стали марганца (>10%), никеля (>5%), кремния (>2%), молибдена и вольфрама (>1%) кислородно-флюсовая зачистка невозможна, так как эти стали в струе кислорода не загораются при температуре прокатки или на поверхности металла образуются столь прочные окисные пленки, удаление которых требует больших затрат, чем огневая зачистка.
В ряде случаев огневую зачистку ограничивают по причине изменения химического и фазового составов на глубине до 3—4 мм из-за выгорания некоторых элементов в поверхностном слое.
В последние годы в зарубежной и отечественной практике ведутся работы по созданию устройств, обеспечивающих проплавление дефектных поверхностей металла мощными электрическими источниками, что позволяет снизить потери металла по сравнению с газо-кислородной зачисткой и устранить из процесса кислород. Примером такого устройства является установка для удаления дефектов с поверхности слябов. Тепло для проплавления поверхности металла создается управляемой магнитным полем электрической дугой, создаваемой между электродом и поверхностью сляба. Глубина проплавления зависит от химического состава металла, силы тока дуги и скорости ее вращения, температуры сляба, его сечения и скорости подачи. В расплавленной зоне твердые и газообразные включения всплывают на поверхность сляба, где они либо испаряются в атмосферу, либо остаются до последующей неглубокой зачистки. Рассматривается возможность обработки металла в среде восстановительного или инертного газа. Около электродов устанавливают форсунки для быстрого охлаждения поверхности после ее проплавления. На рис. 19 показано устройство для одновременной обработки четырех сторон поступательно движущегося сляба 184х222 мм.
На рис. 20 показана зависимость температуры сляба от глубины прогрева при длительности нагрева до точки плавления сляба в пределах 0,5—10 с, обеспечивающей глубину проплавления 2,5 мм. Как видно из рис. 20, при начальной температуре сляба 1315°С и времени нагрева 0,5 с сляб прогревается до точки плавления 1482° С, на глубине от поверхности 12,7 мм температура будет 1321° С, а при времени нагрева 3 с та же точка на глубине 12,7 мм прогреется до 1350° С. При скорости подачи сляба 0,5 м/с мощность, затрачиваемая на проплавление, составляет 20 000 кВт, а установленная мощность соответственно при к. п. д. = 50% около 40 МВт. Столь значительные энергетические затраты на обработку поверхности металла пока не позволяют ввести подобные устройства в промышленную эксплуатацию по экономическим соображениям.
Ведутся работы по применению плазменного точения и строгания труднообрабатываемых сталей, при этом отмечается, что в ряде случаев производительность по сравнению с обработкой резанием возрастает в 10 раз и более.
Подобные устройства состоят из источника питания током с системой управления, схемы управления газовым режимом, системы блокировки и автоматика, плазматрона и контактного устройства для подачи потенциала на заготовку.
Схема установки для плазменной зачистки плоскостей показана на рис. 21. Сообщается, что на этой установке при обработке заготовки из стали 34XHIM с глубиной удаляемого припуска t=10 мм одним плазматроном достигнута производительность по съему металла 210 кг/ч при силе тока 700 А и напряжении 200В. Шероховатость поверхности соответствовала Rz=20/40, наплывы и брызги металла на обработанной поверхности отсутствовали, трещины в поверхностных слоях не обнаружены.
Следует полагать, что метод плазменной обработки поверхности, не зависящей от обрабатываемости металла механическим инструментом, является довольно перспективным для первоочередного применения на заводах черной металлургии, производящих высоколегированные стали и сплавы.
Очистка поверхности металлов перед нанесением покрытий
Очистка металла перед нанесением покрытий необходима для более прочного соединения наносимого материала с поверхностью деталей. Покрытие имеет склонность к разрушению если предварительно не очистить металл от ржавчины, окалины, жира, масла, пыли, грязи, краски и т. д.
Перед нанесением антикоррозионных покрытий металл подготавливают такими методами: ручной механический, абразивно-струйный, гидроабразивный, гидродинамический струей высокого давления, а также обезжиривание моющими средствами. От выбранного метода очистки зависит срок службы покрытия.
Ориентировочные коэффициенты срока службы покрытия в зависимости от используемого метода очистки:
- неподготовленная поверхность — 1;
- ручная очистка механическим инструментом — 1,5-2,0;
- абразивно-струйная очистка — 3,5-4,0.
Очистка механизированным инструментом
Это метод подготовки металлических поверхностей с применением механизированных ручных инструментов, но без использования абразивоструйной очистки.
Механизированную очистку проводят с использованием вращающихся проволочных щёток, машин для зачистки абразивными шкурками, дисков для зачистки абразивными шкурками, абразивных точильных камней, зачистных молотков с электро- или пневмоприводом, игольчатых пистолетов, шлифовальных кругов.
Участки поверхности, недоступные для подобных инструментов, должны подготавливаться вручную.
Перед очисткой ручным и механическим инструментом необходимо удалить скалыванием все толстые слои ржавчины. Видимые масло, смазка и грязь также должны быть удалены.
Очистка механизированным инструментом эффективнее и производительнее очистки ручным инструментом, но по эффективности уступает абразивной струйной очистке.
Очистка поверхности метала перед термической резкой
Перед резкой металла его нужно также очищать. От чистоты поверхности металла могут зависеть качество поверхности резов и точность размеров. Очистку необходимо выполнять в обязательном порядке. Например, при газопламенной резке плотные прокатные слои окалины и ржавчины останавливают резку. Поверхность под этот вид работ очищают механическими или термическими методами.
При резке взрывом металл очищают водяной или водоабразивной струей.
Перед ультразвуковой резкой предварительная очистка не обязательна.
Подготовка металла к сварке после термической резки
Как было сказано выше, после термической резки деталей необходимо снять слой 2-3 мм, прежде чем использовать заготовки под сварку. Контроль глубины снятого слоя при этом обязателен. Очищают кромки до металлического блеска.
С помощью газовой резки нельзя выполнять разделку кромок на металле толщиной менее 5-6 мм. Газовая и плазменная резка листов небольшой толщины и большей протяжности вызывает коробление детали. Поэтому для таких случаев разделку кромок можно выполнять с помощью раскроя ножницами с последующей обработкой.
Подготовка кромок листовых конструкций может осуществляться с помощью переносного кромкообрабатывающего инструмента.
Обзор видов заусенцев и дефектов
Заусенец может выглядеть как задранный острый край металлического листа. Он возникает во время любого процесса формовки металла — резки, сварки, координатной пробивки изделий. Они делятся на два типа, исходя из их внешнего вида:
Механические: они снова разделяются на два вида: возникающие в результате переворачивания и в результате слома. Первый и последний типы возникают во время сверления, обрезки, гильотинной рубки и вырезания. Они устраняются, используя необходимый инструмент с установкой правильной скорости и величины подачи.
Термальные: возникают в процессе термальной обработки и вызваны теплом от резки плазмой или лазером. Их легко избежать, если правильно установить правильную скорость резки на таких установках и использовать подходящую оптику и режущие насадки.
В процессе гидроабразивной резки может возникать коррозия, которая удаляется с помощью щеточных модулей, наждачной бумаги и других аналогичных инструментов.
Предотвращение наливания брызг от сварки на поверхности
Некоторые технологические процессы, в частности, такие как ручная дуговая сварка покрытыми электродами и механизированная сварка в среде защитных газов, сопровождаются интенсивным разбрызгиванием металла. Часть брызг налипает на поверхности металла, что требует дополнительной очистки после сварки. Чтобы предотвратить налипание брызг на поверхности металла на нее наносят специальные химические средства. Такие средства производят в вид аэрозолей и паст на основе растительного или вакуумного масла.
Зачистка сварочных швов болгаркой
Наиболее простой механический способ зачистки сварного шва заключается в применении УШМ. Болгаркой можно быстро удалить излишки сварного шва и остатки шлака, но при этом важно соблюдать осторожность и не повредить саму деталь, а также не нарушить сварное соединение.
Для снятия покрытия лучше применять лепестковый шлифовальный диск. Чтобы получить максимально аккуратно обработанную поверхность, следует правильно подобрать абразив.
Зачищать сварной шов лучше лепестковым диском на тканной основе, а не бумажной. Такой круг будет ощутимо дороже своего аналога, особенно если выбрать вариант покрытый цирконатом алюминия, а не его оксидом. Но при этом эффективность использования такого диска в разы выше, как и сам результат работы.