Вальцовка разных видов металлов считается популярной технологической операцией, которая выполняется на металлообрабатывающих предприятиях. Наиболее популярные сферы, где применяется эта технология — строительство, ремонт. Вальцы для листового металла можно изготовить самостоятельно. Однако для этого необходимо ознакомиться с принципом работы этого оборудования, его устройством, сильными и слабыми сторонами.
Вальцы для изгиба листового металла
Разновидности
Вальцовочный станок присутствует на разных предприятиях, которые занимаются изготовлением различных изделий из металлопроката. С помощью этого оборудования можно делать заготовки овальной, конической, цилиндрической формы.
В домашних условиях мастера изготавливают детали для кровельных конструкций, воздуховоды, сливы, желоба. Модели разделяются по производительности, конструкции, типу приводов:
- Ручные модели. Компактные станки с малой массой, который используются для обработки листового проката, стенки которого не превышают по толщине 2 мм. Не требуют подключения электричества, стоят недорого. Часто изготавливаются своими руками.
- Электромеханические модели. На них устанавливается редуктор, которые ускоряет технологический процесс, облегчает труд человека. Позволяет обрабатывать металлопрокат толщиной до 4 мм.
- Модели с гидравлическим приводом. Применяются на крупных металлообрабатывающих предприятиях. Позволяют сгибать металлические листы толщиною до 8 мм.
Чтобы дополнительно ускорить производство, выполнять работы точнее, гидравлические станки оборудуются системами ЧПУ. Подобный тип управления сложно создать в домашних условиях.
Отдельное разделение относится к количеству вальцов, установленных на станке. Чем больше рабочих частей установлено, тем сложнее формы можно изготавливать.
Вальцы листогибочные
В данном разделе «Вальцы листогибочные» мы представляем особый вид гибочного станка, название которого происходит от методики проката листового материала – вальцовка, обкатка, т.е. движение листа через систему валов для изменения его формы (деформации). В большинстве случаев вальцовка листового металлопроката позволяет получать заготовку или конечное изделие — цилиндрические формы, но возможны так же и варианты проката конусообразной или эллипсной форм, не законченных полусфер или облицовочных пространственных панелей. Основным принципом в работе вальцовочных станков для листового металла, их так называют вальцовочные листогибочные станки, служит вращение валов (движение вперед и обратно), а так же возможность подъёма – прижима, и продольного перемещения. Таким образом с помощью подъёма – прижима обеспечивается установка листового металлопроката на станок и задается необходимый радиус гиба, с помощью движений вперед и обратно происходит постепенная или разовая вальцовка, придание необходимой формы, а с помощью возможности продольного перемещения осуществляется снятие полученной цилиндрической обечайки со станка.
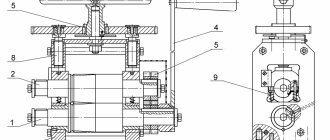
В зависимости модели вальцовочного станка, в конструкции вальцов для листового металла выделяют: станина, главные приводные и поджимные валы, мотор — редуктор привода (или приводов), система управления с электрической частью. Процесс гибки листового металлопроката может осуществляться как двумя, тремя, так и четырьмя расположенными ассиметрично или симметрично валами. Непосредственно прокат (движение) металла обеспечивается вращением валов главного привода (их обычно два, тип размещения горизонтальный или вертикальный), который осуществляется посредством ручного или электропривода, а прижимными валами (один или два, продольного или вертикального перемещения) выполняется предварительный поджим листового металла и регулировка радиуса гиба, что так же обеспечивается с помощью ручного механизма перемещения или электропривода.
Основными характеристиками гибочных станков данного типа, по параметрам используемого материала являются длина и толщина листового проката, а так же максимальные и минимальные значения диаметра получаемого изделия (цилиндра), который, как правило, определяется наружным диаметром верхнего (обкатного) вала, при этом необходимо в зависимости от марки и толщины металла учитывать эффект пружинения. По типу устройства привода листогибов можно выделить следующие основные подгруппы станков: ручные, электромеханические 3-х валковые, электромеханические 4-х валковые и электрогидравлические. Большинство, из которых в основном предназначены для стационарного использования на производственных и строительных площадках, но есть и небольшие модели вальцовочных станков, подразумевающие в своей конструкции достаточную мобильность и возможность эксплуатации в различных климатических условиях.
Далее попробуем отразить основные виды получаемых с помощью Вальцов листогибочных изделий: различные формы круглых обечаек, кожухов, рекламных конструкций, доборных и облицовочных элементов, вывесок и декоративных накладок; вентиляционные и водосточные системы; различные элементы под конструкции более сложного, составного изделия; конусные формы изделий из листового металла и т.д.
Непосредственно переходя к выбору вальцовочного гибочного станка, следует помимо основных технических характеристик еще и обратить внимание на наиболее важные нюансы возникающие в процессе работы на станках данного типа: образование бочкообразности заготовки, продольные заломы на листе, прямые участки на краях окружности, эффект пружинения и т.д. Помните что грамотно сформированные технические требования при выборе нужного вам гибочного станка, позволят подобрать незаменимого помощника в вашем делопроизводстве, расширив тем самым технологические возможности при работе с листовым металлопрокатом.
Конструкция и принцип действия
Вальцовый станок состоит из нескольких ключевых элементов, после изучения которых станет понятен его принцип действия. К ним относятся:
- Несущий элемент или как его еще называют — станина. Может изготавливаться из листовой стали или чугуна.
- Валки, которых может быть от двух до 4. Во время самостоятельного изготовления, мастера рекомендуют устанавливать 3 валка.
- Привод — электрический или гидравлический (на ручных моделях устанавливается ручка для управления валками).
- Панель управления. На системах ЧПУ устанавливаются разные датчики, монитор.
Принцип работы поэтапно:
- Изначально подготавливается лист металла, который будут подвергать вальцовке. Он должен быть ровным, без трещин, выемок. Его располагают на двух нижних валках. Заранее их разводят в разные стороны.
- После этого мастер опускает третий вал к листу, чтобы надежно зажать его между рабочими частями.
- Нижние валки начинают вращаться под действием привода или ручной силы человека. Лист перемещается. С началом движения он начинает огибать валки.
Постепенно металлическая заготовка проходит через все рабочие части по заданным конфигурациям до получения изделия требуемой формы.
Вальцы с ЧПУ на производстве
Особенности процесса вальцовки металла
Вальцевание применяется для труб и листового металла следующих видов:
- нержавеющая сталь (некоторые сорта);
- алюминий и медь, а также сплавы, полученные на их основе;
- оцинкованная сталь;
- углеродистые стальные сплавы.
Лист сворачивается в конус или цилиндр, после чего становится заготовкой для штамповки конечного изделия. Подобным образом получают круглые и овальные конфигурации, а также изготавливают желоба.
Различают такие технологические процедуры, как завальцовка и развальцовка. Применяются в отношении концов труб с целью изменения их геометрической формы или диаметра. Это позволяет использовать их для изготовления сборных конструкций: коллекторов, других трубопроводных систем, теплообменников.
Пластическое деформирование достигается за счет механического воздействия. Оборудование может не иметь вальцов — это зависит от требований, предъявляемых к изделию.
Производители
Особой популярностью пользуются следующие производители:
- Metalmaster — модели от этой компании выделяются своей надежностью, долговечностью. Дают возможность работать с металлическими листами, арматурой, трубами. Известные модели – MSR 1215 и MSR 1315.
- Stalex — еще одна известная компания, оборудование от которой ценят покупатели. Применяется во время обработки листов разной толщины. Корпуса этого оборудования изготавливаются из прочных марок стали, которые имеют повышенный показатель коррозийной устойчивости.
- Энкор Корвет. Не подходят для серийного производства из-за низкой надежности, однако для небольшой мастерской являются хорошим вариантом.
Одновременно с этим покупатели выделяют такие компании, как JET, PRINZING, SAHINLER, SCHWARTMANNS. Важно учитывать технические характеристики и возможности оборудования.
Как сделать заказ
Купить трехвалковые ручные вальцы можно, позвонив по телефону в офис. Приобрести необходимую модель можно, воспользовавшись сервисом сайта: положив товар в корзину.
Подробную информацию о технических характеристиках, цене трехвалковых листогибочных вальцев можно узнать у менеджеров «Х-Профиль». Доставка товара осуществляется транспортной компанией до города назначения. Если вы решили купить трехвалковые вальцы, то мы поможем рассчитать выгодную стоимость транспортировки.
Х-Профиль сотрудничает как с городами РФ, так и с соседними республиками: Белоруссией и Казахстаном. Трехвалковые вальцы станут отличным приобретением, которое окупится в ближайшее время.
Сферы применения станков
Вальцовочные станки устанавливаются на многих металлообрабатывающих предприятиях. Среди сфер, в которых они используются выделяются:
- Производство ювелирных изделий.
- Изготовление сливов для воды, кровельных элементов.
- Коммунальное хозяйство.
- Изготовление щитов, стендов.
При этом для производства разных изделий используются разные виды металлов. Станки для вальцовки листового металла упрощают строительные, ремонтные работы.
Изгиб листового металла на станке
Характеристика процесса вальцевания
Принципиальная особенность вальцовки листового металла состоит в том, что процесс деформирования происходит по всей контактной поверхности. Это немного снижает производительность, но повышает стойкость прокатных рабочих валиков. К преимуществам вальцовки металла можно отнести:
- Снижение эксплуатационных расходов на оснастку и оборудование.
- Увеличение эксплуатационного срока инструментов и станков.
- Эффективное использование в условиях единичного и мелкосерийного производства.
- Снижение потерь от брака.
- Низкую стоимость вальцовочной машины в сравнении с гидравлическим или механическим прессом. Затраты на ее приобретение окупаются в течение полугода активного использования.
В процессе выполнения вальцовки оператор может изменять скорость деформирования металла. При других формовочных операциях штамповки это не всегда возможно.
Вальцовку листа металла можно выполнять в нескольких вариантах:
- в поперечном направлении подачи заготовки;
- в продольном направлении;
- при винтовой подаче.
Первый вариант используется для получения коротких труб, второй — длинных.
Процесс листовой вальцовки характеризуется следующими особенностями:
- Деформирование производится крутящим моментом, а не усилием. Значение крутящего момента зависит от условий контактного трения, диаметра рабочих валиков и физико-математических характеристик материала.
- При выполнении операции скорость вальцовки не влияет на энергетические затраты, напротив, при увеличении показателя рабочее усилие процесса снижается.
- Трение между валками напрямую зависит от поверхности. Снижение шероховатости приводит к снижению трения. Поэтому при постоянной эксплуатации вальцовочных машин необходимо периодически шлифовать поверхность оснастки.
При вальцовке стального изделия до 6 мм толщиной исходный металл обрабатывается в холодном состоянии. Если работают с деталями из толстолистового материала, применяют предварительный подогрев. Вальцовочную машину в таких случаях устанавливают возле печей с безокислительной нагревательной системой. Благодаря этому процесс образования поверхностной окалины снижается.
Если производят деформацию горячекатаного листового проката, перед вальцеванием правят лист. Это оговаривается техническими требованиями ГОСТа.
Применение устройств
Гибочные операция по вальцовке листового материала выполняется на производстве, когда не выгодно покупать готовую продукцию или количество заказов достаточно большое. Главные потребители вальцовочного оборудования – это металлургическая, химическая промышленность, строительство и многие другие.
Основные направления использования станков:
- Формирование конусообразных и цилиндрических изделий.
- Изготовление труб и конструкций с радиальным изгибом.
- Выведение эллипсов и других металлических форм.
Решение о покупке таких гибочных вальцов значительно упростит операции по сгибанию указанных форм и конструкций. И это позволит Вашему предприятию выйти на новый уровень выпуска металлопроката.
Виды вальцов для гибки листового металла
По наличию привода:
- Устройства с ручным
приводом обрабатывают листовой металл до 2 миллиметров толщиной. - Электромеханические
листогибочные модели – до 5 миллиметров. - Гидравлические
машины (самые дорогие варианты) способны прокатывать листовой материал толщиной до 30 миллиметров.
По количеству валков оборудование бывает либо двух-, либо трех-, либо четырехвалковым.
Что влияет на стоимость листогибочных вальцов? Главное в данном вопросе – это конструкция и тип привода. Гибочные механизмы на гидравлике и электромеханическом приводе стоят дороже, потому что они сложнее и операции на них выполняются лучше, нежели на ручных. Но, в отличие от последних, они значительно улучшают производственные характеристики и в целом автоматизируют производственный процесс.
Наша предлагает купить вальцовочный станок для листового металла с удобной доставкой, сервисным обслуживанием для каждого покупателя и гарантией. У нас Вы сможете купить именно то листогибочное оборудование, которое нужно для вашего производства.