Вопросы, рассмотренные в материале:
- В чем заключается технология горячего цинкования металла
- Какова технология холодного цинкования металла
- Как проходит цинкование металла по гальванической технологии
Цинкование относится к анодным покрытиям металла, когда на обрабатываемую поверхность наносится материал, имеющий меньший электродный потенциал. Этот способ промышленной обработки металлических поверхностей является очень распространенным методом защиты металла от негативного воздействия окружающей среды. Технология цинкования металла зависит от параметров обрабатываемого изделия и предлагаемых условий эксплуатации. В нашей статье мы подробно разберем все разновидности и особенности этой технологии.
Общие требования
1.1. На стадии предварительных переговоров до заключения дополнительного соглашения (или договора) на выполнение работ по цинкованию металлоконструкций Заказчик обязан передать Подрядчику в целях определения последним наличия (отсутствия) технической возможности цинкования следующие документы:
- Чертеж или пакет чертежей в разряде КМД, адаптированные только на русском языке с габаритными размерами и техническими условиями на предмет выполнения антикоррозионного покрытия методом горячего цинкования в соответствии с ГОСТ 9.307 – 89;
- Чертежи иностранного производства (на английском, немецком, китайском и других языках на согласование не принимаются);
- Сертификат или сертификаты на металл из которого выполнено изделие или металлоконструкция включающая в себя разный сортамент металлоизделий (уголок, швеллер, двутавр, труба, пластина или круг).
1.2. Передаваемые металлоконструкции должны иметь маркировку в виде клейма (марки изделия), соответствующего марке, указанной в товаросопроводительном документе. Металлоконструкции должны передаваться пакетами (по маркам и профилю), снабженными бирками. На бирке должно быть указано наименование Заказчика, марка изделия (наименование), количество штук в пакете, общий вес пакета.
1.3. На цинкование принимаются металлоконструкции, изготовленные из низкоуглеродистых сталей (СТ 3 СП, 09 Г2 С, СТ 20 и др.).
1.4. Габаритные размеры элементов стальных конструкций, подлежащих цинковому покрытию, должны быть не более: по длине — 12,5м, по ширине — 1,5м и по высоте — 3,0м.
Требования к конструкции изделий, подлежащих цинкованию (в соответствии с ГОСТ 9.307 – 89)
2.1. В металлоконструкциях не должно быть “карманов”, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов.
2.2. Сварку элементов стальных конструкций следует производить встык, либо двусторонними швами, либо односторонним швом с подваркой.
2.3. Сварные швы должны быть равномерными, плотными и сплошными по всей длине.
2.4. Все детали металлоконструкций должны иметь технологические отверстия (как для выполнения требований пункта 2.1., так и для подвешивания самих изделий). Технологические отверстия должны иметь диаметр от 15 до 30 мм и быть расположены на расстоянии от 10 до 30 мм от торца детали.
2.5. Расположение и целесообразность выполнения технологических отверстий в предоставляемой Заказчиком конструкторской документации должны быть согласованы с Подрядчиком и утверждены специалистами ЦГЦ ООО «ЭЦМ» до заключения сторонами дополнительного соглашения (или договора).
ОСОБОЕ ВНИМАНИЕ ОБРАТИТЬ!
2.6. Герметичные емкости, барабаны, змеевики из труб, узлы с резьбовыми соединениями, покрытию методом горячего цинкования не подлежат.
2.7. Во избежание взрыва не допускается наносить покрытие на изделия, имеющие закрытые полости.
2.8. Полые изделия и изделия сложной формы подвергают пробному цинкованию.
2.9. Не допускается цинковать изделия со сварными соединениями в “нахлестку”.
Требования к поверхности основного металла (в соответствии с ГОСТ 9.307 – 89)
3.1. На поверхности основного металла не допускаются:
- закатанная окалина;
- заусеницы;
- поры;
- включения (грязь, остатки абразивного материала от механической обработки);
- сварочные шлаки;
- остатки формовочной массы;
- графит;
- смазка (силикон);
- металлическая стружка;
- маркировочная краска;
3.2. Не допускаются поры, свищи, трещины наплавные сопряжения сварных швов (зачистка швов обязательна).
3.3. Острые углы и кромки изделий, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм.
При соблюдении вышеуказанных требований Подрядчик гарантирует нанесение покрытия методом горячего цинкования в соответствии с ГОСТ 9.307 – 89.
Это интересно: Холодная штамповка металла: технология, виды, оборудование
Для каких целей металлоконструкции подвергают оцинковке
Процесс подразумевает наложение тонкого слоя цинка, перед нанесением поверхность обрабатывается механическими и химическими способами. Покрытие обеспечивает защиту не только барьерную, но и электрохимическую реакцию. Горячее цинкование используется в большинстве случаев при работе с металлами, так как оно наиболее подвержено градирующим процессам. Способ горячего цинкования является наиболее приемлемым, так как имеет сбалансированную стоимость процесса, высокий результат.
Способ горячего цинкования на производстве
Основное назначение цинкования – повышение прочности металлоконструкции. Оцинкованную деталь не нужно окрашивать для защиты от коррозии, в совокупности процесс приближен к стоимости окраски, но имеет больше преимуществ.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным строительным комитетом СССР
РАЗРАБОТЧИКИ
С.В.Марутьян, канд. техн. наук (руководитель темы), С.А.Клочко, Л.Н.Павлова, С.Г.Гутник, Л.М.Белоусова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.05.89 N 1379
3. Стандарт полностью соответствует международным стандартам ИСО 1461-89*, СТ СЭВ 4663-84 ________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
4. ВЗАМЕН ГОСТ 9.307-85
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 9.302-88 | 4.2.3 |
| ГОСТ 9.402-80 | 1.2.5 |
| ГОСТ 3118-77 | 4.2.3 |
| ГОСТ 6709-72 | 4.2.3 |
| ГОСТ 19251.1-79 — ГОСТ 19251.3-79 | 4.3 |
| ГОСТ 19251.5-79 | 4.3 |
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт устанавливает общие требования (далее — требования) к защитным покрытиям, нанесенным методом горячего цинкования (далее — покрытиям) на конструкционную сталь, в том числе повышенной прочности, стальные конструкции, изделия из фасонного проката и листовой стали, комплекты труб, трубы большого диаметра, изогнутые или сваренные до нанесения покрытия, контейнеры, изделия из стальной проволоки, крепежные изделия, обрабатываемые в общей массе, стальные и чугунные отливки, поковки, штампованные стальные изделия, а также к основному металлу и методам контроля качества покрытий.
Настоящий стандарт не распространяется на покрытия, нанесенные непрерывным способом.
Линии оцинковки труб
— Полная автоматическая оцинковка труб.
— Автоматическая оцинковка, основанная на “рецептах” и контролируемая местным и удаленным компьютером.
— Предельно лимитированное вмешательство операторов только для изменения размеров колец внутренней и внешней продувки.
— Всего 3 оператора могут производить до 1.100 труб или 25 тонн труб в час.
— Оборудование подходит для труб длиной от 4 до 9,5 метров.
— Полуавтоматические линии с поддержкой оператора для квадратных и прямоугольных труб.
Достоинства и недостатки метода
Основными преимуществами метода является стоимость при долгосрочном использовании. Уход после процедуры горячего цинкования за деталью не требуется при отсутствии механических воздействий. Цинкование металлоконструкций имеет ряд преимуществ:
- Обработка может производится к деталям любой формы и сложности, так как подразумевает опускание изделия целиком в ванны с цинком.
- При незначительных механических повреждениях, покрытие имеет свойства к самовосстановлению, при некоторых случаях без вмешательства человека.
- Горячее цинкование осуществляется при обработке емкостей и труб, так как стойкость к коррозии и другим воздействиям повышается более, чем в 5 раз.
- В процесс обработки забиваются все мелкие недостатки изделий.
- Эксплуатация не требует дальнейшего ухода за поверхностями, так как защищена слоем цинка.
Оцинкованные листы
Недостатки существуют абсолютно при каждой работе, обработка цинковым слоем происходит неравномерно. Повышенный расход материала при выполнении работ, обусловленность формой ванны, детали большего размера обработать не получится. Изделия, обработанные слоем цинка получаются габаритнее, обработанные изделия могут доставить трудностей при монтаже или сварке.
ОЦИНКОВКА
— До внешнего диаметра 4”две трубы обрабатываются одновременно.
— Трубы диаметром более 4”обрабатываются по одной.
— При обработке одной или двух труб все трубы выходят с одной и той же стороны.
— Внутренняя продувка трубы может производиться как горизонтально, так и под углом.
— Установка погружения является сменной для быстрой замены размеров труб.
— Одни и те же винты подходят для погружения труб диаметром от 2” до 3/8” во избежание замены винтов.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Статьи по темам: Изделия из металла, Металлообработка, Сварка, Лазерная резка, Металлоконструкции, Плазменная резка, Гибка металла, Шкафы, Свойства металлов, Механическая обработка, Покраска
Это интересно: Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
Цинкование в домашних условиях
Гальваническое цинкование можно выполнить в домашних условиях. Это простая процедура, но она требует высокой точности исполнения и большой аккуратности. Вам потребуется источник тока, в качестве которого можно применить автомобильный аккумулятор. Но можно воспользоваться и зарядным устройством на 6-12 В и 2-6 А.
Теоретически для приготовления электролита подойдет любая соль, которая может раствориться в воде. Но с практической точки зрения необходим специальный раствор цинка.
Вам потребуется следующий состав для электролита:
- магний или сернокислый аммоний – 50 г;
- сернокислый цинк – 200 г;
- 1 литр воды;
- уксуснокислый натрий – 15 г.
В данном случае гальваническое цинкование будет проведено лучшим образом. Но вы можете использовать аккумуляторный электролит, представленный водным раствором с серной кислотой. В него добавляют цинк до прекращения реакции. Затем цинк остается, а кислота переходит в состояние соли. На дне образуется осадок, если у вас получится слишком концентрированный раствор кислоты. В данном случае необходимо добавить воды.
Электролиты относят к категории опасных ядов. Из-за этого с ними следует работать очень осторожно и только в защитной одежде. Работу выполняйте в помещении, которое можно хорошо проветрить.
Прибегая к гальванической оцинковке, отдайте предпочтение посуде из стекла или винипласта. Если деталь небольшая, можно воспользоваться литровой банкой. При гальванике должна быть возможность закрепления изделия к емкости. Электролит заливают в емкость после процеживания.
Изделие предварительно обезжиривают, чтобы цинк покрыл поверхность ровным и прочным слоем. После этого его помещают в раствор и держат до 10 секунд. После этого его нужно хорошо промыть в чистой воде. Данный процесс называют химическим активированием. Затем начинается анодирование стального предмета.
Для цинкования деталей необходимо применение цинкового электрода. Его делают из имеющегося куска цинка. В нем необходимо просверлить отверстие подходящего размера. Затем в него продевают медную проволоку, на которой он и подвешивается. Для этого у электрода должна быть не только плоская, но и подходящая для удобства форма. А поверхность поверхности должна быть примерно той же, что и площадь у самого изделия.
Используйте провода из меди для подключения к источнику питания. Следите, чтобы плюс был подведен к цинковому электроду. При этом минус подводится к самому изделию. Период воздействия составляет от 10 до 40 минут. Таким образом получится цинковое покрытие, у которого будет высокий класс.
Данная технология гальванического цинкования металла заключается в том, что на поверхность наносят состав, имеющий вид красящего состава. В результате, используется не краска с цинком, а металл, представленный в форме краски. В качестве цинкователя используется большое количество материалов, которые выпускают современные производители. Но состав цинка в них меняется, от чего будет зависеть качество готовой поверхности.
Если вы планируете цинкование своими руками, обратите внимание на предложенную инструкцию производителя. У многих смесей есть серьезные требования к предварительной подготовке.
Оцинковка металла производится продуктом, который включает две составляющих – цинковый порошок и связующую жидкую смесь. Их продают вместе, но поставляют в отдельных емкостях. Прежде чем использовать продукт, отдельные компоненты необходимо смешать в соответствии с инструкцией.
Состав наносят при температурном режиме 5-40 градусов и при режиме влажности от 30 до 98 %. Проводите работы исключительно в хорошо проветриваемом помещении, используя индивидуальные средства защиты.
Таким образом, вы можете защитить стальные изделия от коррозии, используя простое оборудование для цинкования металла. При соблюдении простой технологии получается качественное покрытие, обеспечивающее хорошую защиту от процессов коррозии. А поверхность приобретает высокие декоративные характеристики.
Покрытие металла цинком своими руками (2 видео)
Разные методы цинкования (25 фото)
Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.
Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.
Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.
Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.
Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Физико-химические показатели качества покрытия
5.1 Физико-химические показатели качества покрытия приведены в таблице 2.
Таблица 2 — Показатели качества покрытия
| Наименование показателя | Норма | Метод контроля |
| Внешний вид покрытия | Покрытие матово-серого цвета, равномерное, сплошное, гладкое или шероховатое* | По 7.4 |
| Минимальная толщина цинкового покрытия, мкм | По таблице 1 с учетом 5.2 | По 7.5 |
| Прочность сцепления** | Не должно быть отслаивания, обдирки или шелушения покрытия | По 6.11.2 |
| Остаточная (водородная) хрупкость** | Отсутствие растрескивания образца и наличия трещин | По 7.6 |
| Коррозионная стойкость*** | Отсутствие ржавчины основного металла | По 7.7 |
| Защитные свойства покрытия | По ГОСТ 9.301 (таблица 1) | По 6.11.4.4 |
| * На покрытии допускаются поверхностные царапины, риски от соприкосновения изделий друг с другом, измерительным инструментом и подъемными приспособлениями без разрушения покрытия до основного металла. На покрытии не допускаются: — вздутия, раковины, трещины, наросты, отслоения, вкрапления; — отсутствие покрытия на ответственных поверхностях, а также на отдельных частях (местах) поверхности или полостях изделий, если это отсутствие не установлено в НД на изделие; — несмываемые остатки технологических смесей. ** Испытание проводят по требованию потребителя. *** Испытание проводят в рамках приемосдаточных испытаний по требованию потребителя и периодических не реже одного раза в год. Примечание — Номенклатура контролируемых физико-механических (химических) показателей для покрытий с дополнительной обработкой по 3.2 — по НД на конкретный материал (состав, покрытие), применяемый для дополнительной обработки. | ||
5.2 В деталях и арматуре, имеющих глухие отверстия и пазы шириной до 12 мм, а также сквозные гладкие и резьбовые отверстия и пазы шириной до 6 мм, толщину покрытия на глубине более одного диаметра или одной ширины не нормируют, при этом на этих участках не допускается отсутствие покрытия. Наличие покрытия в данных местах, а также в резьбах и глухих отверстиях контролируют металлографическим методом по ГОСТ 9.302.
Зачем металлические изделия подвергают цинкованию
Цинкование предполагает, что на поверхность металлического изделия наносится слой цинка, толщина которого может находиться в интервале 40–65 мкм. За счет такого покрытия обеспечивается не только барьерная, но и электрохимическая защита металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить не менее 65–70 лет, полностью сохранив свои защитные свойства.
Положение цинка в электрохимическом ряду металлов
Услуги цинкования в Москве, преимущества обращения в нашу компанию
Но как быть, если обработка нужна не двум-трем деталям, а серийной партии, причем выполнить ее требуется в кратчайшие сроки? Наш цех предлагает полный комплекс услуг по цинкованию металла: от подготовительных работ до отгрузки готовых изделий на склад заказчика. Обращайтесь к нам — и мы:
- оперативно отреагируем на вашу заявку,
- сделаем скидку за объем,
- проведем качественное цинкование в Москве с соблюдением всех технологических требований,
- обеспечим контроль на всех этапах обработки,
- выполним заказ строго к обозначенному в договоре времени,
- предоставим гарантию на проведенную работу.
Особенности процедуры
Все стальные изделия подвержены процессу коррозии. Особенно актуальным это становится во влажных условиях. Если использовать цинкование металла, обеспечивается самая надежная антикоррозийная защита. Это связано с тем, что в результате данного процесса на поверхности появляется гальваническая пара вместе с основной сталью. В ней большая степень электроотрицательного заряда характерна цинку. Данный уровень стали существенно ниже. Именно поэтому ее рекомендуют покрыть данным составом.
В этой паре основное воздействие агрессивной среды приходится именно на поверхность покрытия цинком. При этом химическая реакция с основным металлом практически исключается. В результате подобная защита обеспечивается до тех пор, пока у оцинковки сохраняется достаточный слой. Поверхность перестанет давать нужный эффект, когда покрытие полностью разрушится.
Цинкование стальных изделий дает не только хорошую барьерную, но и электрохимическую защиту. Данный процесс можно выполнить разными способами, выбор которых определяется наличием специальных средств и оборудования. В некоторых случаях можно нанести цинк в домашних условиях.
Обратите внимание! Под воздействием влаги и кислорода защитное покрытие разрушается. На его месте появляется гидрооксид цинка, который дает некоторые защитные свойства.
Во всем мире для антикоррозийной защиты широко применяется цинкование металла. Это связано с тем, что у цинка невысокая стоимость. Кроме того, он дает высокую защиту от воздействия внешней среды. А процесс цинкования отличается невысокими затратами, что делает его доступным для самостоятельного использования.
При попадании цинка в атмосферу начинается активное взаимодействие с кислородом. В результате данного процесса на поверхности появляется тонкий слой оксидной пленки, который предохраняет сталь от агрессивного воздействия внешних факторов. Для получения качественного результата необходимо правильно подобрать толщину будущего покрытия. Она во много определяется временем проведения процесса и температурным режимом.
Если вы применили цинкование металла в домашних условиях, такое изделие нельзя подвергать дальнейшей механической обработке. В противном случае защитный слой исчезнет и работу придется повторить.
Как отличить оцинкованный металл от обычного?
Увы, далеко не все исполнители бывают честны со своими клиентами. Иногда, заказывая производство оцинкованного металла и получая на руки партию готовых изделий, заказчик задает себе, казалось бы, парадоксальный вопрос: “А был ли мой металл оцинкован вообще?”. Действительно, грань между оцинкованной и простой сталью настолько тонка, что подчас “нащупать” ее может только профессионал.
Существует несколько способов убедиться, что ваши изделия действительно были покрыты цинком:
- визуальный. Слой цинка образует на поверхности изделия радужные разводы и наделяет его глянцевым оттенком, в то время как необработанная сталь имеет характерную матовую поверхность;
- использование соляной кислоты. При воздействии даже небольшого ее количества на цинковый слой в воздух начнет выделяться водород;
- использование магнита. Покрытая цинком сталь имеет более мощный магнитный эффект, чем необработанная.
Отличить добросовестную работу завода по цинкованию металла в Москве от “халтуры” поможет и спектральный анализ. Но для его проведения требуется профессиональная аппаратура, а следовательно, в бытовых условиях этот метод недоступен.
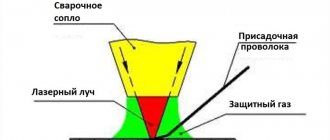
Газотермическое напыление цинка как вид цинкования металлоконструкций
Перечисляя основные технологии цинкования, мы не упомянули еще одну — газотермическим методом. Она используется для обработки особо крупных металлоконструкций с труднодоступными участками. На металл наносится не жидкий, а порошковый цинк — методом распыления в условиях газовой среды.
Стоит отметить, что в этом случае контакт цинка и металла получается довольно резким, и на поверхности заготовки могут появиться шероховатости и неровности. Вот почему данная технология применяется не в чистом виде, а под покраску.
Цинкование с фосфатированием
Наше производство оцинкованного металла готово предложить вам и цинкование с фосфатированием. Эта технология нанесения покрытия используется для меди, алюминия, цинка, кадмия и некоторых сплавов: например, чугуна и низколегированной стали.
Во время процесса фосфатирования на металле накапливаются фосфаты цинка, намного повышающие его сопротивление внешним факторам. После этой процедуры он может практически полностью противостоять почти всем агрессивным жидкостям и газам.
Наш завод по цинкованию металла в Москве оснащен всем необходимым оборудованием, чтобы выполнить любой из описанных процессов. Мы не только подберем оптимальную для вашего проката технологию, но и окажем услуги по цинкованию металла с выездом на место, если детали слишком громоздки или требуется обработать объемную металлоконструкцию.
Преимущества горячего цинкового покрытия
- Пирогенные свойства цинка существенно снижают риск возгораний. Полученное методом горячего цинкования покрытие значительно превосходит в этом отношении специальную краску или пластик;
- В результате погружения металлического элемента в расплавленный цинковый раствор возникает сложная химическая реакция, способствующая формированию сплава железа и цинка. Вновь образованное покрытие намного глубже проникает в труднодоступные участки, придает конструкции устойчивость к физическим воздействиям;
- Незначительные повреждения цинкового покрытия (например, царапины) не снижают его защитных свойств, металл по-прежнему будет предохранен от коррозийных процессов даже в поврежденном месте;
- Значительное увеличение, по сравнению с другими методами обработки, срока службы изделия и его надежности.
предлагает услугу горячего цинкования по низким ценам в Москве и Московской области. Качество работ обусловлено обязательным выполнением следующих условий.
Во-первых, предварительно изделие подвергается пескоструйному очищению, обезжириванию и кислотному травлению.
Во-вторых, обрабатываемая поверхность покрывается флюсом.
В-третьих, строго соблюдается последовательность технологических действий и технических требований обработки от начала процесса до выемки изделия из ванны с расплавленным цинком.
Контроль качества покрытий по ГОСТ 9-307
Важные моменты при процедуре описаны контролем Госстандарта. Требований к обработке существует множество, основные из них:
- Требования к металлу, при данном разделе описаны категории изделий из стали, которые можно обрабатывать.
- Внешний вид и качество покрытия, а также толщина готового изделия определены согласно ГОСТу.
- Методы контроля качества определяются способами определения качества готовой продукции.
Процесс горячего цинкования труб
Контроль и его методы подразумевают проверку готовой продукции путем нанесения механических повреждений или специальных меток. Горячее цинкование металлоконструкций определяется также температурным воздействием, изделие нагревается до 200 ⁰С, визуально проверяется на наличие повреждений либо отслаивания металла.
Технология горячего цинкования металла
Технология горячего цинкования отличается от других способов обработки металла несомненными достоинствами:
- Данная технология позволяет обрабатывать детали из металла очень сложной геометрической формы. Так, широкое распространение получила оцинковка труб.
- Если произошло механическое повреждение цинкового покрытия, то запускаются процессы самовосстановления. В некоторых случаях постороннее вмешательство даже не потребуется.
- Технология цинкования металла горячим способом приводит к созданию покрытия, особо устойчивого к воздействию жидкой среды. Если сравнивать этот метод с другими методами оцинковки, то устойчивость покрытия будет выше в 6 раз. Такие свойства позволяют использовать технологию с целью обработки труб и разного рода емкостей.
- С помощью этой технологии можно избавиться от различных дефектов обрабатываемой поверхности (поры, раковины и пр.).
- Горячее цинкование позволяет получить детали с надежным покрытием, эксплуатация которых экономически гораздо выгоднее. Такие изделия не надо будет регулярно красить или еще как-то защищать от вредного воздействия окружающей среды. Соответственно, это оптимальная технология для обработки элементов, которые в дальнейшем будут расположены в труднодоступных местах (под землей, в стенах и т. п.).
У этой технологии есть и свои недостатки. Самым весомым из них является то, что можно обработать заготовку только определенного размера, поскольку все зависит от габаритов емкости, куда погружается деталь. В условиях производства есть возможность решать данную проблему за счет использования агрегатов непрерывного горячего цинкования (АНГЦ).
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Технология горячего цинкования предполагает два этапа:
- Проводится подготовка изделия к обработке.
- Изделие окунается в расплавленный цинк, находящийся в специальной емкости, где происходит обволакивание металла цинком.
Технология цинкования металла этим способом полностью регламентируется ГОСТом 9.307-89.
В этом стандарте предписано обязательно уделять внимание подготовке поверхности перед проведением процедуры нанесения цинкового покрытия горячим способом. Предварительная подготовка поверхности должна в себя включать несколько этапов:
- тщательная механическая обработка;
- обезжиривание поверхности;
- промывка после обезжиривания;
- травление проблемных участков;
- промывка после травления;
- флюсование поверхности;
- окончательная просушка.
Механическая обработка позволяет устранить все следы загрязнений, окисления, ржавчины и шлаков. Согласно ГОСТу, обязательно удаляются все острые кромки и углы механическим способом. С этой целью могут быть применены пескоструйные установки, обычно имеющиеся в арсенале крупного производства.
Для обезжиривания используют специальные химические реагенты. Перечень подходящих для этих целей средств приведен в соответствующем ГОСТе. После обезжиривания остатки средства удаляют с поверхности изделия путем промывки.
В ГОСТе четко сказано о недопустимости наличия на обрабатываемых изделиях окисленных участков или старого цинкового покрытия. Если таковые все же есть на металлической поверхности, необходимо их обработать методом травления с применением соляной кислоты. Процесс выполняется при комнатной температуре. Концентрация кислоты зависит от степени загрязнения поверхности окислами или коррозией.
После травления также необходимо промыть изделие для удаления остатков химических средств, использовавшихся при очистке.
Технология цинкования металла горячим способом допускает среди подготовительных работ применение флюсования материала. Эта операция предотвращает окислительные процессы на поверхности и повышает сцепление наносимого покрытия с самим металлом. Для выполнения флюсования необходима температура +60 °С. Флюс наносится тонким слоем на поверхность детали. Обычно он состоит из хлорида аммония и цинка, смешанных с водой в соотношении 500 г на 1 л.
Технология цинкования металла предполагает использование специального оборудования, например, линии горячего цинкования или емкости с расплавленным цинком, куда опускают обрабатываемое изделие. Если используется простой способ и цинк находится в емкостях в расплавленном виде, то необходимо соблюдение определенной температуры для поддержания расплава. Температура зависит от габаритов обрабатываемого изделия и в среднем находится в диапазоне +420…+455 °С.
При использовании такого простого оборудования для обработки заготовок погружным методом следует соблюдать ряд условий на производственном участке:
- Должна быть установлена мощная вытяжка для удаления паров, образующихся во время цинкования.
- Скорость погружения изделия в расплав и длительность выдержки в нем должны регулироваться специальным оборудованием.
- Важно обеспечить качественное охлаждение обрабатываемого изделия после обработки цинком.
Если обработке горячим способом подвергаются метизы, то операции выполняются в следующей последовательности:
- Заготовка погружается в цинковый расплав, находящийся в специальной емкости.
- Выдерживается в емкости на протяжении 4–10 минут.
- Заготовка извлекается из емкости. Скорость извлечения может оказать влияние на толщину формируемого покрытия.
- Затем выполняется охлаждение заготовки естественным путем или принудительным способом.
Заводы, не загрязняющие окружающую среду
- Полностью подробная и понятная документация по влиянию на окружающую среду.
- Кислотостойкая защита фундамента посредством покрытия из ПВХ или пропилена.
- Блок маслоотделения для обезжиривающего и травильного растворов.
- Установка регенерации кислоты с использованием серной кислоты как реагент.
- Установка регенерации кислоты посредством концентрации соляной кислоты.
- Блоки компьютеризированных автоматических измерений жидкостей.
- Кислотостойкие емкости со станциями распределения растворов.
- Установка регенерации флюса.
- Устройство дозирования и разбавления обезжиривателя.
- Устройство дозирования и разбавления флюса.
- Рукавный фильтр белых дымов.
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).
Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Общие сведения и назначение
Стальные изделия подвержены коррозии, особенно если речь идет о применении в условиях высокой влажности. Оцинкованная стальная деталь надежно защищена от коррозии. Покрытие вместе с металлом образует гальваническую пару, где цинк по сравнению со сталью имеет большую степень электроотрицательного заряда. Соответственно, коррозии подвергается цинк, а реакции стали практически отсутствуют. Антикоррозийная защита металла будет держаться, пока цинковое покрытие не разрушится.
Существует несколько технологий цинкования. Некоторые технологии допускают оцинковку своими руками с получением приемлемого по качеству результата.
Этапы производственного процесса
При горячем цинковании металла соединение цинка с металлической поверхностью происходит на молекулярном уровне. В результате помещения обрабатываемого элемента в ванну для цинкования образуются максимально крепкие связи молекул, обеспечивающие надежность покрытия при длительной эксплуатации изделия в условиях различной сложности.
Технология обработки подразумевает несколько этапов, включающих:
- Подготовку поверхности. Выполняются процессы обезжиривания, промывки, травления и флюсования.
- Сушку металла. Производится одновременное удаление с поверхности металла лишней влаги и разогрев материала до температуры около 100°C.
- Нанесение цинка. Происходит в ванне с расплавом. Время обработки зависит от конкретной производственной задачи, и занимает от 3 до 10 минут.
На заключительном этапе работы оцинкованный металл подвергается сушке и проходит строгий контроль, подтверждающий качество обработки и соответствие результата нормативам государственных стандартов. Основополагающими критериями эффективности способа являются качественные характеристики цинка, температура расплава и уровень предварительной подготовки поверхности. Технология предполагает четкое соблюдение режима охлаждения, скорости погружения и подъема изделия, значительно влияющих на кристаллизацию расплава и толщину образовавшегося цинкового слоя.
Какой аппарат лучше выбрать
Все зависит от размера детали, которую нужно оцинковать:
- если дома есть большая ванна для наполнения электролитом и подведения тока, то детали кузова желательно обрабатывать гальваническим методом;
- труднодоступные элементы машины без разборки можно защитить холодным способом — нужен распылитель или валик, которым наносят раствор;
- убрать небольшие «рыжики» под силу специальным набором с электродами.
В домашних условиях самым надежным методом будет первый — гальванический, соответственно, предпочтительный прибор для оцинковки кузова автомобиля — ванна с раствором.
Оцинкован каркас авто
Такой вариант будет проще для владельца, но обеспечит хороший результат.