Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
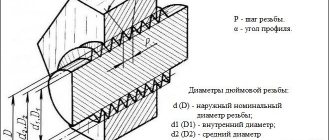
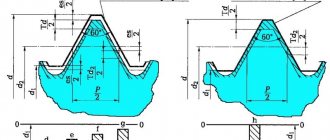
Американская резьба имеет тот же профиль с углом при вершине
60°
, что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах. В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм). Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D
, за которым следует шаг –
TPI
(количестве ниток на дюйм) и ее тип –
UNC
или
UNF
. Для диаметров
менее 1/4″
размер обозначается целым числом от
0 до 12
, которое стоит после символа
#
или
№
. Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Американская резьба с крупным шагом – UNC
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы, мм | |
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
Измерения
Несмотря на отличия метрической и дюймовой резьбы, их измерение выполняется одинаковыми инструментами:
- калибрами;
- резьбомерами;
- механическими измерителями — микрометрами, штангенциркулями.
Механические измерители могут применяться только для измерения внешнего диаметра. Поэтому такие инструменты используются только для предварительных измерений.
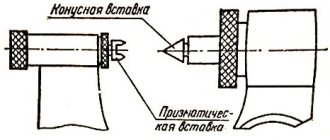
Удобным способом определить шаг дюймовой резьбы, является использование калибра. Этот же метод может применяться и для метрической нарезки. Калибром выступает штуцер или муфта, на которых нарезана соответственно внутренняя или наружная резьба, параметры которой точно соответствую стандарту. Деталь с измеряемой резьбой вкручивается в калибр или накручивается на него.
Если при этом не возникает затруднений, и образуется плотное соединение, значит, измеряемый шаг соответствует стандартному значению, указанному на калибре. Если же выполнить соединение не удалось, нужно взять калибр с другими параметрами и повторить попытку. Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Резьбомер еще более упрощает процесс промеров. Он представляет собой комплект пластинок с гребенками, размеры которых соответствуют стандартным размерам резьб. Пластинку прикладывают к резьбе гребенкой. Ее профиль должен точно совпасть с профилем резьбы. Это позволяет говорить, что параметры последней соответствуют стандартным значениям, которые указаны на пластинке резьбомера.
Американская резьба с мелким шагом – UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
Распространение дюймовой резьбы
Несмотря на распространение метрической системы в большинстве стран мира, применение дюймовой резьбы остается очень широким. Она используется для соединения деталей трубопроводов и всего связанного оборудования, включая насосы, арматуру, сантехнику. Поэтому дюймовую резьбу часто называют трубной. Также ее применяют для изготовления многих крепежных элементов, деталей техники. Поэтому сегодня существует множество отраслей, где используется дюймовая резьба.
Одной из причин такого положения вещей является то, что промышленная революция берет свое начало из Англии, где дюйм и по сей день остается одной из основных единиц измерения длины. Сегодня неметрическая система, в которой используются дюймы, применяется в США, Великобритании, ряде других крупных промышленных стран.
Кроме того, распространение дюймовой резьбы связано и с удобством ее использования. Измерение десятых долей миллиметра может быть затруднительным и ухудшает точность. Дюймовая резьба измеряется с шагом в 1/4 дюйма. Это значительно упрощает обозначение и точность замеров резьбовых элементов, а также сокращает количество типоразмеров.
Американская резьба с особо мелким шагом – UNEF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
| 1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 | 0,91 |
| 9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 | 1,06 |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
| 7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 | 1,27 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 | 1,27 |
| 1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
| 1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
| 1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
| 1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
| 1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 | 1,41 |
| 1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 | 1,41 |
| 1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 | 1,41 |
| 1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 | 1,41 |
| 1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
| 1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
| 1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Что такое резьбомер
Конструкция резьбомера состоит из набора зубчатых щупов, закрепленных на корпусе инструмента. Они представляют собой небольшие пластины или шаблоны, выполненные из стальных сплавов. Щуп определяет величину зазоров между двумя изделиями. Если значение зазора слишком велико, применяются несколько пластин одновременно. Каждый щуп обладает уникальными параметрами шага, толщины и вращается вдоль оси. Во время использования инструмента шаг щупа должен соответствовать шагу измеряемой резьбы. Благодаря отшлифованной поверхности, пластины могут использоваться для оценки точности как внутренней, так и наружной нарезки.
Параметры нарезки должны соответствовать резьбовым шаблонам, которые являются табличными величинами.
Для определения характеристик нарезания используются резьбовые шаблоны ГОСТ 519-77. Они определяют для метрической и трубной резьбы уникальные значение шага и количества витков на 1 дюйм нарезки. При определении точности также используются метрики или штангенциркули.
Все элементы резьбомера производятся в соответствии с ГОСТ 5950-85. Государственный стандарт регламентирует использование стальных сплавов ХВ4, У7 и 8ХФ. Эти металлы не подвержены воздействию сильных перепадов температур. Они обладают повышенной прочностью и не подвергаются коррозии. Благодаря этим свойствам инструмент может эксплуатироваться в течение длительного времени без износа конструкции.

Резьбомеры являются универсальными инструментами и широко применяются в промышленном секторе. Они используются в металлообрабатывающем и машиностроительном комплексе, строительстве и индустрии по производству электроники. Эти инструменты также используются в бытовых условиях для измерения резьбовых соединений в радиоэлектронной аппаратуре и металлических изделиях.
Скачать ГОСТ 5950-2000
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).

Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
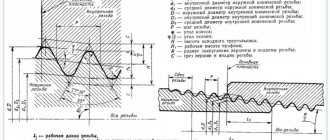
Базовые технические характеристики дюймовой резьбы:
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.