Разновидности и назначение ювелирных вальцов
Такие станки используются на любом современном предприятии для изготовления из металлических листов изделий формы конуса, овала, цилиндра. Процесс создания таких конструкций именуется вальцеванием. Вальцы позволяют выполнить любые трубы, заготовки для дальнейшей штамповки, различные готовые изделия из металлических листов.
Перед изготовлением вальцовочного станка следует выполнить его чертеж
Простые вальцы также применяются в быту, когда надо своими руками сделать:
- Желоба;
- Дымоходы;
- Трубы;
- Воздуховоды;
- Другие изделия для кровли и стройки.
Современное оборудование дает возможность работать почти с любыми металлическими листами. Они без проблем загибают листовой материал из нержавейки, легированных и углеродистых сплавов, алюминиевые, чугунные листы. Есть и модели вальцов, которые функционируют с заготовками из поликарбоната.
Всё оборудование для работы с металлическими листами можно подразделить на такие группы:
- Ручные (ювелирные);
- Электромеханические;
- Гидравлические.
Ручной станок может устанавливаться на стойке (на пол) или на верстаке (на стол). Он не имеет электропривода, поэтому для осуществления гибки на нём требуется достаточная человеческая сила. Ручные ювелирные станки очень просты в применении. Их конструкция создает высочайшую надёжность эксплуатирования спецоборудования в течение продолжительного времени.
Ручное оборудование предназначается для получения труб и прочих изделий из металлических листов толщиной до 1,5-2 мм.
Ручные станки небольшого размера, что дает возможность транспортировать их и использовать прямо на объекте, где ведется ремонт. А также надо отметить, что таким агрегатам не нужно электричество. По стоимости ручной станок на пол или на стол всегда дешевле электромеханического. Станочное оборудование для гибки листового металла с электромотором, оснащенным редуктором, наиболее эффективно в эксплуатировании. На таких станках работа проходит быстрее. Электромеханический станок монтируется стационарно в необходимом цехе предприятия и используется для обрабатывания металлических листов толщиной до 4 мм.
Гидравлика относится к тяжёлому классу. Такие станки требуются для создания труб и других конструкций в солидных промышленных масштабах на комбинатах:
- Энергомашиностроительных;
- Судостроительных;
- Машиностроительных.
По своему потенциалу гидравлика лучше механической и ручной конструкции в значительной степени. На ней реально самому изготовить трубы из металлических листов толщиной до 8 мм. Часто такое спецоборудование оснащается программным управлением.
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.

Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.

Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.

Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий. Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.

Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.







Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Принцип работы станка для вальцовки металла
Главный узел станочного оборудования – литая станина. Она может быть стальной или чугунной. На станину устанавливается специальный деформационный механизм, который состоит из 3-4 вальцов. Обычно применяются трехвалковые. Два вальца не двигаются, вращение в процессе работы совершает третий.
Подвижные валы, помимо этого, могут двигаться по вертикали.
Валок сверху фиксируется на станине по схеме, которая позволяет быстро убрать его при надобности либо быстро настроить для изготовления труб с различным сечением. Регулирование этого элемента конструкции производится единым винтом «барашек».
Станок для вальцовки металла обладает длительным сроком службы
Если на рабочих вальцах есть канавки, на них можно гнуть:
Ручное станочное оборудование для гиба металла традиционно имеет 3 вальца, но есть вид трубогиба с 4 валками. А вот гидравлические станки всегда создаются с 4 валками.
Изготовление труб на любом агрегате достаточно простое:
- Зажим листа специальной рукояткой на станочном оборудовании между валом в середине и с краю.
- Прижим третьим валиком заготовки.
- Вращение валки вручную либо запуск двигателя.
ИБ2222 Порядок работы на машине при гибке цилиндрической обечайки
- Лист заводится между верхним и боковыми валками. При этом кромка листа должна бить выставлена параллельно образующей переднего валка
- Задний боковой валок перемещается в крайнее нижнее положение
- Передний боковой валок перемещается в крайнее верхнее положение и осуществляется зажим листа
- Задний боковой валок перемещается вверх и производится подгибка передней кромки листа
- Боковые валки устанавливаются по симметричной схеме (на одном уровне относительно верхнего)
- Лист перемещается в крайнее переднее положение
- Производится подгибка второй кромки листа, аналогично первой
- Боковые валки устанавливаются по симметричной схеме
- Производится гибка листа в цилиндр. Радиус гибки зависит от положения боковых валков относительно верхнего, контроль которых осуществляется с помощью указателей, расположенных на правой стойке машины
- Откидывается левая опора верхнего валка и обечайка снимается
Внимание
Т.к. подгибка кромок листа осуществляется по асимметричной схеме, то в этом случае возникают большие радиальные усилия, чем при симметричной схеме. По этой причине на машине возможна подгибка кромок меньшей толщины (см*табл.1).
При работе требуется большее внимание к правильности регулировки и установки заготовки в валках, а также наблюдение за перемещением заготовки в процессе гибки. После каждого перехода следует проверить параллельность кромки листа образующей валка
Плоская заготовка должна быть предварительно исправлена т.к. наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки.
Смещение кромок исправляется путем обратного перекоса обечайки в валках. Правка возможна, если обечайка согнута не полностью.
Правила усиления профильной трубы
Без такого устройства, как оборудование для вальцовки труб, почти не обойтись в тех случаях, когда необходимо самостоятельно провести ремонт, при выполнении которого нужно будет использовать изогнутые трубы.
Для этого необходимо приобрести агрегат подобного типа или использовать самодельные профилегибы, конструкция которых довольно несложная.
Вопросом о том, как сделать станок для гибки металла, есть смысл задаться ещё и потому, что магазинные изделия дорогостоящие, поэтому их покупка (в особенности если они нужны только для использования дома) не всегда рациональна. Для того чтобы высококачественно сделать самодельные вальцовки, можно изучить теорию, просмотреть видеоролик на данную тему, но основное – прислушаться к советам тех, кто уже добился отличных результатов.

При использовании станка следует соблюдать правила техники безопасности
Естественно, чтобы соорудить свои вальцы, нужно:
- Обладать соответствующими знаниями;
- Иметь определенные навыки изготовления и применения различных техустройств;
- Подготовить чертежи и материалы.
Вальцы своими руками могут создаваться даже из подручных стройматериалов, которые почти всегда есть в любом гараже или мастерской дома. При этом такое оборудование, если все выполнить с учётом всех рекомендаций, будет работать не хуже, чем изделия из магазина.
Стоимость
Стоимость заводских моделей ювелирных вальцов, которые могут быть оснащены как ручным, так и электрическим приводом, зависит от их функциональных возможностей и находится в довольно широком диапазоне. Наиболее бюджетные модели, которые по своей функциональности напоминают самодельные устройства, стоят около 6 тыс. рублей. Как правило, такие модели – это миниатюрные устройства настольного типа без дополнительных функций, позволяющие обрабатывать изделия ограниченной ширины и определенной конфигурации. Естественно, что на рабочих поверхностях таких устройств (имеющих, как правило, ручные приводы) нет желобков, которые называют ручьями.






Профессиональные вальцы электрические с чугунным редуктором обойдутся примерно в 200 тыс. рублей
Вальцы для ювелирного производства, находящиеся в среднем ценовом диапазоне, стоят 20–30 тыс. рублей. Именно такие устройства пользуются наибольшей популярностью. Благодаря большему количеству рабочих валов такие модели, по сравнению с самыми бюджетными и изготовленными своими руками, отличаются большей длиной рабочей поверхности, за счет которой и обеспечивается воздействие на обрабатываемое изделие. Если у вальцов, сделанных своими руками и относящихся к бюджетной категории, длина такой поверхности составляет порядка 30 см, то у более функциональных моделей данный параметр доходит до 1 метра.
Стоимость самых дорогих и по-настоящему функциональных устройств вальцового типа, используемых в ювелирном деле, может доходить до 1 млн рублей, а в среднем она находится в интервале 100–300 тыс. руб. Альтернативой их приобретения, которая также сопряжена с достаточно большими расходами, являются услуги специализированных компаний, имеющих в своем распоряжении подобное оборудование.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Изготовление оборудования своими руками
Сделать самостоятельно такое станочное оборудование сможет каждый.
Перед использованием станка для вальцовки металла следует посмотреть обучающее видео
Из каких стройматериалов и как можно это сделать:
- Первым делом надо взять каркас из труб либо гнутый металлопрофиль, который будет играть роль станины.
- Далее надо подготовить металлопрофиль П-формы (лучше всего для этого применить закаленную сталь) для создания вертикальной опоры станка.
- Деформирующий узел агрегата для вальцовки необходимо установить в открытой (сверху) части металлопрофиля. Закрепить его можно при помощи струбцины, на которой имеется резьба.
- Под станиной нужно закрепить низ металлопрофиля П.
- Далее надо взять передаточную цепь, без которой станок не будет функционировать, и монтировать её на звёзды. Надо очень хорошо натянуть цепь и провести проверку легкости её хода.
- Теперь надо монтировать ручку подачи и прикрепить к станине весь механизм, применив подшипники качения.
Станок готов. Важно правильно продумать в его конструкции особый механизм, который даст возможность проводить регулирование зазора между вальцами. Тогда получится обрабатывать металлы различной толщины. Можно сделать самостоятельно и наиболее сложные вальцы. Главное, подготовить чертежи станочного оборудования и соблюдать инструкцию.
Изучив чертежи самодельных станков, несложно сделать оборудование, которое идеальным образом подойдёт и поможет решить поставленные задачи.
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Основные технические параметры
Как сделать листогибочный станок своими руками? Для этого необходимо не только разработать чертежи такого устройства, но и определиться с его техническими характеристиками. Лучше всего взять за основу конструкцию серийной модели и уже самостоятельно адаптировать ее под собственные потребности.

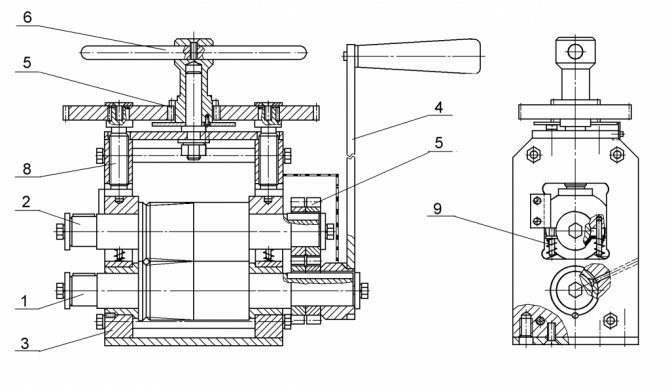
Сборочный чертеж трехвальцового станка заводского изготовления (нажмите для увеличения)
Учитывая тот факт, что свои вальцы вы собираетесь установить в определенном помещении, следует сразу определиться с их габаритами. От данного параметра, который напрямую зависит от длины устанавливаемых валов, будет зависеть, какой ширины листовые заготовки вы сможете обработать на устройстве, изготовленном своими руками. Определяясь с размерами ручных вальцов, следует также учитывать и то, что выполнять на них обработку листовых заготовок с шириной более 1,2 метра будет достаточно тяжело физически. Масса самодельного станка будет оказывать влияние на возможность его перемещения по помещению и транспортировки.

Вал приводной. Чертеж (нажмите для увеличения)

Вал прижимной. Чертеж (нажмите для увеличения)

Чертеж трехвалковых листогибочных вальцов с электроприводом (нажмите для увеличения)
Кроме габаритов и массы будущих вальцов, надо определить следующие характеристики такого оборудования:
- диаметр валков – основных рабочих органов устройства (от данного параметра, который является достаточно важным, будет зависеть то, с каким максимальным радиусом вы сможете сгибать обрабатываемые металлические листы);
- максимальное расстояние, на котором верхний упорный валок сможет располагаться от нижних;
- максимальное расстояние, на которое смогут раздвигаться нижние валки;
- скорость, с которой обрабатываемый листовой материал сможет перемещаться между валками.

Определится с размерами и конструкцией станка поможет изучение технических параметров заводских моделей
Важным параметром, на который следует обращать особое внимание при разработке чертежа будущих вальцов, является жесткость их конструкции. При обработке металлических листов значительные механические нагрузки испытывают не только валки, но и все остальные узлы – станина, приводной механизм и др. Именно поэтому выбирать схему работы вальцов, а также подбирать материалы для ее реализации следует с особой тщательностью.
Чаще всего принимаются за изготовление вальцов 3-х валковых, так как увеличение количества рабочих органов таких маломощных ручных устройств приводит к увеличению и уровня нагрузки, оказываемой на его приводной механизм.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.

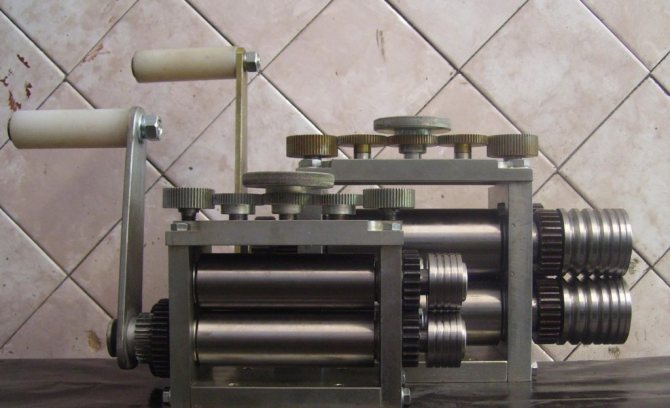
Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
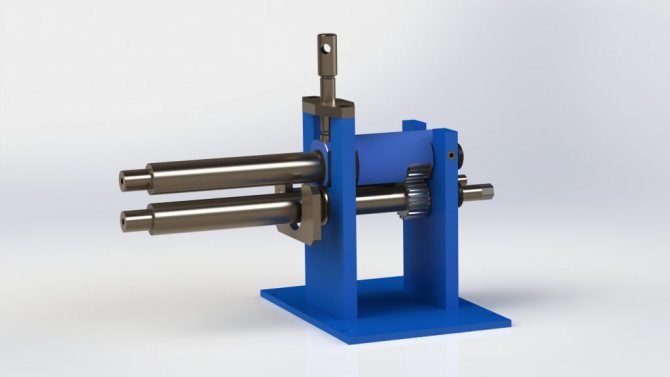
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
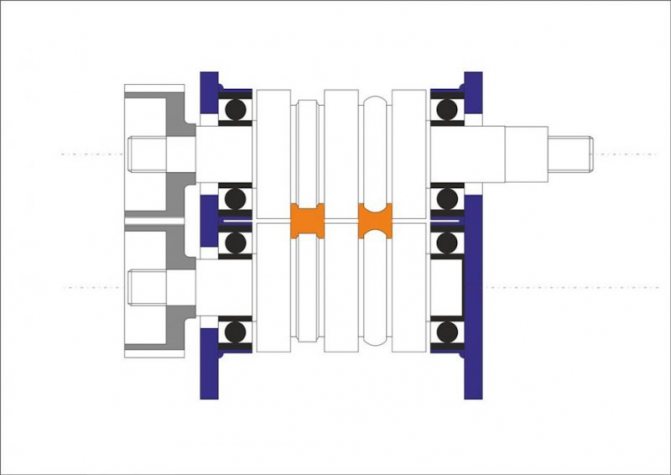
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.

Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Особенности конструкции
Вальцы ювелирные, в отличие от прорезиненных валов старых стиральных машин, изготавливаются из металла, но работают по такому же принципу. Функционировать такие устройства, расстояние между валами которых можно регулировать, могут как от ручного, так и от электрического привода. Есть также комбинированные модели, в конструкции которых реализованы оба варианта.
Вальцы, используемые в ювелирном производстве, предназначены для сжатия и сгибания изделий, изготовленных из металла. Устанавливая расстояние между рабочими органами таких вальцов меньше, чем толщина или другой размер поперечного сечения обрабатываемого изделия, можно изменять не только его изначальную толщину, но также ширину и длину.

Устройство вальцов ручного типа
В отличие от выжимных устройств старых стиральных машинок, вальцы ювелирные могут иметь в своей конструкции не только 2, но также 3, 4 и даже 5 обжимных валов. Использование большого количества валов позволяет не только выполнять эффективную прокатку металлических изделий, но и сгибать их под разными углами. Из-за своей универсальности среди мастеров ювелирного дела большей популярностью пользуются трех- и четырехвалковые вальцы, которые при желании можно изготовить своими руками.
На поверхности рабочих элементов вальцов, произведенных в заводских условиях, могут присутствовать ручьи – специальные отверстия, через которые прогоняется прутковый материал.

Мощные станки позволяют задействовать для прокатки несколько ручьев одновременно
Выполнить такие желобки на поверхности обжимных валов, изготавливаемых своими руками, проблематично. Для этого необходимо иметь в своем распоряжении достаточно сложное металлорежущее оборудование или обратиться к специалистам по металлообработке. Именно поэтому многие мастера ювелирного дела отказываются от использования самодельных вальцов, отдавая предпочтение более эффективному и функциональному заводскому оборудованию.







Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.











