Задача фуганка сделать заготовку ровной и плоской. Для этого нужно знать как устроен фуганок, как правильно настроить и знать приемы использования, также знать правила содержания инструмента в рабочем состоянии. Фуганок, устройство предназначенное для выравнивания поверхности заготовки с острыми лезвиями. Устройство имеет два отдельных стола: приемный стол и подающий стол. Наверно понятно, что подающим называют стол, где заготовочный материал двигается к режущей части инструмента- режущая головка, а приемным называют стол, куда размещается материал после прохождения режущей головки.
Устройство точильных станков
Развитие промышленного оборудования не стоит на месте. Постоянно происходит стремительный рост требований к скорости и, самое главное, к качеству обработки материалов. В связи с этим возникает необходимость в создании режущего инструмента с высокими параметрами.
Одной из основных проблем, появляющихся в процессе работы, является заточка ножей. Именно это определяет основные возможности станков и их пригодность к эксплуатации.
В зависимости от решаемых задач, подобные аппараты подразделяются на два типа: универсальные и специальные. Первые – это точильные устройства для поверхностей большинства режущих элементов. Они оснащаются разнообразными приспособлениями, позволяющими закреплять, устанавливать и точить ножи.
Вторая категория предназначена для работы с червячными фрезами, сверлами, дисковыми пилами и другими специализированными инструментами.
Все агрегаты оснащаются различным оборудованием, которое определяет степень автоматизации и контроль точности выполняемой работы. Конструкции станков также бывают разные. Это могут быть стационарные приспособления или же временные, которые можно размещать на любых горизонтальных поверхностях.
Несмотря на широкий ассортимент предлагаемых видов оборудования, с целью экономии средств станок для заточки ножей может быть изготовлен своими руками.
Хотя, конечно, множество моделей универсальных аппаратов позволяет выбрать наиболее подходящий тип оборудования, способного решить поставленные задачи.
Самодельный станок для заточки ножей
Изготовление самодельных станков чаще всего обусловлено двумя причинами. Первая – жажда сэкономить свои средства. Вторая – проявить свое мастерство и сделать все своими руками именно так, как того желает душа.
Например, очень часто можно столкнуться с необходимостью приведения в порядок только определенных инструментов. Это могут быть сверла, фрезы, пилы или же фуговальные ножи.
В каждом конкретном случае необходим отдельный подход. Самостоятельная сборка станка позволит сделать удобный агрегат для работы с определенными элементами.
Кроме всего прочего наличие точильных агрегатов существенно сэкономит расходы, направленные на покупку новых ножей либо на их восстановление в сторонних мастерских.
Кроме того покупка в магазине гарантирует то, что аппарат будет решать поставленные задачи продолжительный срок. Также следует вспомнить о степени автоматизации. Конечно, в профессиональных устройствах применяется электроника, которую изготовить в домашних условиях без должного опыта просто невозможно.
Вариант 1
Самодельный станок для заточки строгального станка позволит не только поддерживать инструмент в надлежащем состоянии, но и сэкономит время на походы в другие мастерские.
Одним из вариантов создания подобного устройства является использование двигателя с абразивным кругом, наждаком либо приспособлением для заточки с зафиксированным в нем ножом.
Изготовить данный аппарат можно частично из алюминия, металла и дерева. При этом используются подшипники и направляющие, сделанные из подручных материалов, например, уголков трубы или др.
При ровной установке ножей их можно затачивать на большом абразивном бруске. Если такового нет в наличии, следует использовать наждачную бумагу, наклеенную на ровную поверхность.
В зависимости от требований к конечному результату, можно варьировать скорость данного процесса. При наличии выщерблин необходимо предварительно использовать ленточно-шлифовальную машину, а в завершающем этапе обработать инструмент абразивным бруском либо самодельным из наждачной бумаги.
По конструкционным особенностям станки также могут отличаться друг от друга. Первый вариант – устройство с неподвижной основой. Угол ее наклона может быть изменен, однако в остальном она находится в фиксированном положении.
Брусок крепится к пруту, который вставляется в петлю подвижного фиксатора, расположенного на другом стержне. Недостатком данной конструкции является «гуляющий» угол из-за отсутствия жесткой фиксации.
Установка ножа осуществляется посредством двух стальных пластин, закрепленных на неподвижной площадке. Ослабив крепеж вставляют лезвие и зажимают его. Затем регулируют высоту бруска так, чтобы был выставлен требуемый угол.
Вариант 2
Второй тип конструкции предусматривает подвижную площадку, а также магнитный держатель. Этот вариант лишен недостатков предыдущего агрегата. Неподвижной в данном устройстве оказывается рама с бруском, определяющая угол.
Нож, в свою очередь, устанавливается на подвижном столике. Выбор держателя остается за мастером. Можно использовать магнитный тип или обычный, из металлических платин и «барашков».
Рассмотрим фуговальные станки по дереву
В зависимости от размеров ширины стола и обрабатываемых заготовок фуговальные станки используют: легкие с наибольшей шириной фрезерования 250 мм, средние — до 400 мм, тяжелые — 630 мм. По числу режущих инструментов различают фуговальные станки одно- и двусторонние. На односторонних (одношпиндельных) станках фрезеруют за один проход только нижнюю пласть заготовки, которая является базовой при дальнейшей ее обработке. На двусторонних (двухшпин-дельных) станках фрезеруют одновременно две смежные поверхности заготовки (пласть и кромки).
По типу подачи обрабатываемых заготовок различают фуговальные станки с ручной и механической подачей. Механизированная подача производится пристроенным автоподатчиком или встроенным в станок механизмом конвейерной подачи.
Станок фуговальный односторонний с ручной подачей обрабатываемых заготовок имеет станину, на которой смонтированы ножевой вал, передний и задний столы и направляющая линейка. Ножевой вал имеет привод от электродвигателя через клиноременную передачу. Он установлен на подмоторной плите внутри станины станка. Для быстрой остановки ножевого вала (после выключения станка) предусмотрен тормоз, действующий от электромагнита. Для изменения толщины снимаемого слоя древесины передний стол можно перемещать по высоте рукояткой и регулировать его положение по шкале. Задний стол предназначен для точного базирования обработанной поверхности заготовки.
Он может быть неподвижным или подвижным по высоте. Направляющая линейка с фиксаторами служит для бокового базирования обрабатываемой заготовки. Она выполнена в виде узкой плиты и установлена на кронштейне. Ее можно поворачивать под углом до 45° и перемещать по ширине стола станка. Ножевой вал станка имеет веерное ограждение, которое открывается при проходе заготовки через ножевой вал и автоматически закрывается после ее обработки.
Станок фуговальный двусторонний предназначен для фрезерования пласти и кромки заготовки. Такой станок имеет дополнительную вертикальную ножевую головку и направляющую линейку: переднюю и заднюю. Переднюю линейку можно настраивать ножевую головку на толщину снимаемого слоя древесины. Горизонтальный ножевой вал и вертикальная ножевая головка приводятся во вращение от отдельных электродвигателей. Сбоку на колонке установлен роликовый автоподатчик, который можно повернуть в рабочее положение для механической подачи заготовок со скоростью 7-30 м/мин.
Станки имеют такие технические данные: наибольшая ширина обрабатываемого материала 630 и 260 мм, наименьшая длина 400 и 300 мм, наименьшая толщина 10 и 12 мм, диаметр ножевого вала 128 мм и вертикальной ножевой головки 105 мм, число ножевых 1 и 2 (одна головка), частота ножевого вала и головки 5100 об/мин, мощность электродвигателей 5,5 и 5 кВт.
При работе на фуговальном станке необходимо заточить и установить ножи в ножевой вал. Применяют плоские стальные ножи с фаской и углом заострения 40°. Заточку ножей производят на специальных ножеточильных станках. Ножи, оснащенные пластинами из твердого сплава, затачивают на алмазных точильных кругах. Острота режущей кромки ножа должна быть с радиусом ее закругления 6-8 мкм, а прямолинейность 0,025 мм на 100 мм длины ножа.
Для установки ножей в ножевой вал передний и задний столы станка опускают в нижнее положение. Ножи устанавливают так, чтобы их лезвия выступами за кромку прижимного клина (стружколомателя) на 1-2 мм, а из вала не более 2 мм. Ножи закрепляют в ножевом валу зажимными или специальными клиновыми устройствами. Непараллельность ножей и рабочей поверхности заднего стола должна быть не более 0,1 мм на длине 1000 мм. Для этого используют контрольно-установочные приспособления.
Установка ножей проверяется отфугованным деревянным бруском, который укладывают на задний стол станка к концу ножевого вала. Вал поворачивают вручную, предварительно ослабив крепежные винты, изменяют положение ножа, чтобы режущая кромка касалась бруска. Ближайший к бруску крепежный винт слегка затягивают. Переложив брусок, выверяют положение другого конца ножа. Точность установки ножей с помощью деревянного бруска составляет 0,1-0,15 мм. Более точной установки (до 0,02 мм) можно достичь с применением индикаторного прибора, имеющего основание, на котором закреплен индикатор часового типа с точностью измерения до 0,01 мм. Перед установкой ножей в ножевой вал их балансируют (обеспечивают совпадение центра тяжести ножей с их серединой) и уравновешивают (попарно подгоняют ножи по массе) на специальных балансировочных весах, чтобы при вращении ножи меньше вибрировали. Ножи могут затачиваться непосредственно на ножевом валу с помощью специального съемного приспособления.
После проверки и закрепления ножей в ножевом валу его приводят во вращение вхолостую, а после остановки станка проверяют затяжку зажимных винтов или клиновых устройств. Настройка фуговального станка состоит в правильной установке столов, направляющей линейки и механизма подачи заготовок относительно ножевого вала. Рабочая поверхность заднего стола должна быть касательной к окружности резания, которую описывают в пространстве режущие кромки ножей. Передний стол устанавливают так, чтобы его рабочая поверхность была ниже поверхности заднего стола на толщину снимаемого слоя древесины на один проход заготовки через станок (1,5-2 мм).
Направляющие линейки двустороннего фуговального станка выполняют роль переднего и заднего столов станка. Авто-податчик (роликовый, гусеничный) или конвейерный механизм подачи регулируется по высоте маховичком в зависимости от толщины обрабатываемых заготовок. После настройки станка его включают вхолостую. Убедившись в исправности и настройке станка, на нем обрабатывают пробные заготовки и проверяют качество их обработки. При необходимости станок дополнительно поднастраивают.
В производстве столярно-строительных изделий используют односторонние фуговальные станки с ручной подачей заготовок. При обработке заготовок длиной до 1,5 м такой станок обслуживает один рабочий. Подавать заготовку на ножевой вал вручную нужно равномерно, без рывков и толчков, со скоростью 6-10 м/мин. При подаче заготовки держать руки на безопасном расстоянии от ножевого вала.
Для обработки двух смежных поверхностей заготовки сначала фрезеруют ее пласть, а затем — кромку. На двустороннем фуговальном станке эту работу выполняют за один проход заготовки через станок. При обработке длинных заготовок (более 1,5 м) станок обслуживают двое рабочих. Один подает заготовку в станок и прижимает ее к переднему столу и направляющей линейке, а другой помогает ему прижимать заготовку на заднем столе. При косослое древесины и фрезеровании против ее волокон следует уменьшать скорость подачи заготовки.
Для контроля качества обработки заготовки прикладывают друг к другу обработанными поверхностями, визуально сравнивают наличие и величину просвета между ними. Плоскость обработанной поверхности можно проверять накладыванием на нее проверочной линейки. Отклонение от плоскости не должно превышать 0,15 мм на длине заготовки 1000 мм. Смежные обработанные поверхности заготовки должны быть взаимно перпендикулярны, что проверяют угольником. Допускаемое отклонение от прямого угла допускается не более 0,1 мм на высоте 100 мм. Шероховатость обработанной поверхности должна быть 63-100 мкм. На обработанных поверхностях заготовок не должно быть сколов, вырывов, продольных полос и других дефектов.
54А Станок фуговальный
НАЗНАЧЕНИЕ: Предназначен для обработки изделий из древесины методом строгания. ОСОБЕННОСТИ: — Столы для фугования длиной 1700 / 1820 мм из серого чугуна имеют идеальную плоскость и точную регулировку, что обеспечивает точность и качество обрабатываемой детали; — Упор для деталей длиной 960 мм из серого чугуна имеет возможность наклона 45° в обе стороны; — Рукоятка для плавной регулировки уровня стола относительно ножевого вала изменяет глубину съёма поверхности; — Вытяжной штуцер диаметром 100 мм для подключения вытяжной установки. Технические характеристики Комплект поставки ПАРАМЕТР ЗНАЧЕНИЕ Наибольшая ширина обрабатываемой заготовки, мм. 150 Наибольшая толщина снимаемого слоя при фуговании, мм. 3 Общая длина фуговальных столов, мм. 1700 Ширина столов, мм. 200 Количество ножей ножевого вала, шт. 3 Размер ножа, (L x H x B), мм. 155 х 19 х 3 Диаметр ножевого вала, мм. 63 Частота вращения вала, об/мин 5500 Мощность привода главного движения, кВт 1,35 Номинальное напряжение питания, В 220 Габаритные размеры (LxBxH), мм. 1700 х 250 х 1040 Масса, кг. 130
СФ-4 (К) Станок фуговальный
НАЗНАЧЕНИЕ: Предназначен для прямолинейного строгания пласти и кромки под углом деталей из древесины различных пород. ОСОБЕННОСТИ: — Ременная передача закрыта кожухом; — Опоры ножевого вала смонтированы в цельном блоке с отъемными крышками, что позволяет снизить механические шумы и вибрацию от вращения ножевого вала; — Торможение ножевого вала осуществляется через ременную передачу электродвигателем; — Подача заготовок на станке осуществляется вручную или механически с применением автоподатчика; — Передний и задний столы представляют собой плиты с ребрами жесткости по нижней плоскости; — Станок с увеличенной длиной столов и большим диаметром ножевого вала; — Большая масса и мощность обеспечивают хорошее качество обрабатываемой поверхности.
Технические характеристики ПАРАМЕТР ЗНАЧЕНИЕ Наибольшая ширина обрабатываемой заготовки, мм. 400 Минимальная длина обрабатываемой заготовки, мм. 400 Наибольшая толщина снимаемого слоя при фуговании, мм. 6 Общая длина фуговальных столов, мм. 2535 Ширина столов, мм. 410 Количество ножей ножевого вала, шт. 4 Размер ножа, (L x H x B), мм. 410 х 40 х 3 Диаметр ножевого вала, мм. 128 Частота вращения вала, об/мин 4950 Мощность привода главного движения, кВт 4 Номинальное напряжение питания, В 380 Габаритные размеры (LxBxH), мм. 2535 х 1000 х 1150 Масса, кг.
Общие сведения
Фото заточенных ножей
- Чтобы заточить ножевой вал строгального, фуговального станка, вам потребуется соответствующее приспособление;
- Работа по заточке выполняется своими руками;
- Умельцы научились собирать точильные устройства;
- При восстановлении ножовок, фуговальных устройств, затачивая ножевые валы, обязательно придерживайтесь нескольких рекомендаций, четко следуйте технологии;
- Если зубья ножовок, ножевые валы окажутся заточенными неправильно, качество обработки инструментами древесины существенно ухудшится;
- Точильные камни — неплохая альтернатива для точильного станка. Но если есть возможность собрать своими руками или приобрести точильный станок, обязательно ею воспользуйтесь.
Подготовительные мероприятия
Схема устройства станка для заточки ножей деревообрабатывающих станков
Если вам потребовалась заточка ножей для деревообрабатывающего станка, начинать следует с обязательных этапов подготовки. Не так важно, какие параметры имеет ножевой вал или режущие листы ножовок 13 мм, 20 мм или все 200 мм, заточка им потребуется обязательно.
Некоторые предпочитают отдавать затупленные валы в специальные мастерские, где легко восстановят прежнюю остроту ножа на 200 мм или небольшого фреза токарного станка. Но как заказывать заточку, так и покупать новые ножевые валы — дело финансово затратное.
Подготовка к заточке начинается со знакомства с доступными средствами восстановления поверхностей режущих инструментов и некоторых рекомендаций.
- Для поддержания фуганков, строгальных станков, ножовок в рабочем состоянии, соберите или купите соответствующее точильное приспособление.
- Самый простой, бюджетный вариант — это точильный камень. Но качество обработки напрямую зависит от ваших умений работать с камнем. Если таковых не имеется, добиться нужного уровня заточки крайне сложно. Плюс камни не способны справиться со всеми типами режущих инструментов, которыми комплектуют современные деревообрабатывающие станки.
- Выбирайте станок, который способен затачивать на низких оборотах, поскольку это положительно влияет на качество обработки.
- Рекомендуемый элемент оснащения точильного станка — это система водяного охлаждения.
- Внимательно изучайте комплектацию бытовых деревообрабатывающих станков. Зачастую там уже присутствует точильный камень, который оптимально подходит по параметрам для обработки используемых ножей.
- Если камень не предоставлен в комплектации, его придется приобрести отдельно, выровнять специальным приспособлением, сгладить. Только так вы сможете качественно заточить ножевые валы фуговальных станков.
- На станках есть функция установки угла наклона, регулируемый специальным винтом. Вращая винт и меняя положение точильного приспособления, вы сможете правильно закрепить инструмент относительно камня.
- Следующий подготовительный этап — это держатель, в который устанавливают ножевой вал.
- Если вы новичок, начинать первую работу с ножей на 200 мм не рекомендуется. Начните буквально с 13-15 мм, а постепенно вы научитесь обрабатывать 200 мм и даже 2 мм. Для этого нужно скопить определенный опыт.
- Длина ножа — это не принципиальный параметр, поскольку нож в держателе может перемещаться на требуемое вам расстояние.
- Следите за тем, чтобы держать прочно фиксировал вал. В противном случае вы получите существенный перекос, из-за которого пострадает качество деревообработки.
- Детально изучите руководство по эксплуатации приобретенного точильного станка. Если это собранный своими руками инструмент, придется опираться на чертежи и доступную информацию в сети о конкретном проекте точильного приспособления.
Работы по регулировке ножей
Для того чтобы извлечь ножи или закрепить их вам понадобится гаечный ключ. В первом случае нужно просто выкрутить гайки и извлечь инструмент, во втором случае та же работа выполняется в обратном порядке.
Снятые и заточенные ножи фуганка обязательно требуют очистки от загрязнений при помощи органических растворителей, также можно протереть лезвия моторным маслом. Эта процедура осуществляется для того, чтобы они дольше оставались острыми и не подвергались коррозии. Для более качественной работы вам обязательно будет нужна идеально ровная доска, которая будет применяться для регулировки крепления ножей.
Настройка ножей фуганка возможна, только если их неплотно закрепить, это делается для того, чтобы во время настройки у вас не возникло сложностей.
Для упрощения работы используйте гаечный ключ, которым будет ослабляться прижимка, гайки прижимной планки сильно затягивать не нужно.
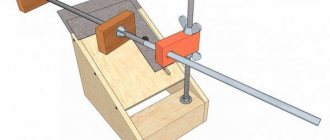
Регулировка осуществляется путем перемещения лезвия вниз или вверх. Обратите внимание на вал с ножами, его нужно будет переворачивать, и перемещать нож лезвием вверх. Затем на станок нужно уложить заранее приготовленную доску, которая по длине должна быть чуть больше задней площади станка.
Положите доску так, чтобы её край был как раз над лезвием ножа, и постепенно крутите вал в разные стороны, тем самым регулируя высоту ножа. Постепенно лезвие упрется в доску, в этот момент вы должны полноценно закрепить его. После этого нужно приступить к регулировке второго ножа, либо остальных, если их в станке несколько. Когда работа будет сделана – вращайте режущую головку, все лезвия должны лишь слегка коснуться линейки или бруска. После того как вы проделаете эту работу хотя бы несколько раз, вопрос о том как установить ножи на фуганке вряд ли будет вас волновать в дальнейшем.
Подписывайтесь на наш канал Яндекс.Дзен