Профессия токаря набирает все большую популярность среди рабочих специальностей.
Изобретение станков, обладающих программным управлением, превратило процесс в своеобразное искусство инженерной мысли.
Появляется все больше молодых специалистов готовых пополнять свои теоретические знания и осваивать практическую сторону токарного производства.
Основы для начинающих
Специалисты токарного дела занимаются изготовлением деталей для различных машин и механизмов. Их работа заключается в обработке заготовок методом резания, в процессе которого удаляется слой материала определенной толщины в виде стружки.
Вся работа осуществляется на станках, обрабатывающих различные детали с помощью резцов и других инструментов. Приступая к выполнению задачи, токарь четко видит последовательность работы, способ изготовления и обработки.
При этом специалист должен продумать возможность определенного вида фиксации заготовки, подобрать приспособления и инструменты, а также выбрать режим резки. Данный комплекс мероприятий отражается в содержании процесса технологии производства.
Техника безопасности перед началом работы
Перед началом работы на токарном станке нужно придерживаться следующих правил техники безопасности:
Спецодежда токаря:
- одежда должна быть полностью застёгнута, без свисающих частей. Особое внимание надо уделять рукавам, манжеты которых должны плотно прилегать к конечностям;
- обувь должна быть плотно прилегающей, закрытой и на жёсткой подошве;
- головной убор должен плотно закрывать волосы и не иметь свисающих концов;
- очки должны быть необходимого размера, прозрачные, с бесцветными не повреждёнными линзами.
- Готовность станка:
- наличие заземления, защитных щитков, ограждений, кожухов;
- наличие необходимого инструмента, а также крючков для отвода стружки, трубок и шлангов для подвода охлаждающей жидкости, щитков для отражения брызг эмульсии;
- отсутствие чего-либо в патроне, корыте или на станке (стружки, заготовок, эмульсии).
- отрегулировать освещение на станке.
- Пробный пуск:
- удостовериться, что запуск не угрожает ни чьей безопасности;
- на холостом ходу проверить работоспособность всех органов управления агрегата, систему смазки и охлаждения.
- Постоянный контроль:
- каждый пуск станка не должен угрожать чьей-либо безопасности;
- не допускать разбрызгивания масла и охлаждающей жидкости;
- контролировать нахождения всех рукояток и переключателей в нейтральном положении.
Режущий инструмент токарного станка
Режущим инструментов является часть оборудования, которая применяется для формирования поверхностей путем отделения лишнего слоя материала от заготовки.
- Резец. Лезвие для обработки вращательными и поступательными движениями, при этом движение может осуществляться в нескольких направлениях. Резцы бывают расточные, резьбовые, подрезные, фасонные, отрезные и канавочные.
- Фреза. Инструмент с лезвием, производящий вращательные движения без смены радиуса. Обеспечивает одно движение подачи с направлением, не совпадающим с осью вращения.
- Осевой инструмент. Осуществляет вращение и движение подачи, которое происходит вдоль оси. К осевым инструментам относится сверло, зенкер, развертка, зенковка, цековка, метчик и плашка.
- Протяжка. Инструмент с множеством лезвий, предназначенный для формирования детали с помощью вращательных и поступательных движений при отсутствии подачи.
- Ножовочное полотно. Полоса с множеством зубьев-лезвий, используемая для прорезания и отрезания пазов.
- Шевер. Приспособление для чистовой обработки колес с зубьями. Существуют червячные и реечные шеверы.
По способу крепления инструменты бывают насадными и хвостовыми. По форме делят на дисковые, конические, цилиндрические и пластинчатые.
Работа на токарном станке по дереву: советы для начинающих
При черновой обработке квадратного бруска аккуратно срезайте стамеской углы, не слишком на нее налегая. Доведите деталь до цилиндрической формы наибольшего диаметра, придвигая по мере стачивания припуска подручник по направлению к оси вращения.
В зависимости от того, какую форму вам нужно придать детали, проведите карандашом основные линии разметки выпуклых и вогнутых частей, поворачивая заготовку рукой. Размечайте брусок так, чтобы наиболее широкие части детали всегда располагались со стороны передней бабки.
Начните с обтачивания стамеской двух краев заготовки. Опираясь на подручник, она должна плавно входить в дерево (без резких движений), оставаясь перпендикулярно оси вращения.
Проверка размера
Регулярно проверяйте размер штангенциркулем. Опытные столяры обычно прижимают резец локтем к бедру, чтобы освободить руку для измерительного инструмента. Как только штангенциркуль начинает вибрировать, уменьшите толщину стружки. Таким образом обточите прежде всего наибольшие диаметры, а затем переходите к точению шеек, торов, шаров, плеч и т.д.
Для того чтобы выточить полутор, воспользуйтесь желобчатой стамеской для обработки фасонной поверхности. Держа ее перпендикулярно оси, спускайте режущую кромку с внешней стороны внутрь бруска, поднимая и слегка поворачивая ручку. Чтобы получить целый тор, произведите ту же операцию с обеих сторон.
Шейка (свод) вытачивается таким же резцом, что и тор. После черновой обработки донышка посередине шейки проточите правую полушейку, на этот раз ведя инструмент снизу вверх и вправо. Никогда не переводите резец сразу с одной стороны шейки на другую — их нужно вытачивать по очереди.
Листели (маленькие ободки, часто оставляемые с обеих сторон шейки) вытачиваются мейсель-резцом. У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.
Галтель представляет собой плавный переход от одной поверхности к другой — по сути, комбинацию тора и шейки. Поэтому вначале точите шейку, а затем тор, примыкающий к ней.
Деталь, зажатую с двух сторон, никогда не отрезают полностью. Выточите с двух краев канавки, оставляя перемычки маленького диаметра, и отпилите концы ножовкой, предварительно остановив станок.
Чтобы завершить отделку детали, снимите резцедержатель и обработайте деталь снизу мелкой шкуркой (зернистостью от 16 до М63). Во время работы поворачивайте шкурку крест-накрест, чтобы избежать кольцевых царапин.
Для отделки детали во время вращения натрите ее куском воска и отполируйте плотной тканью или пробковым материалом.
Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянный брусок закрывается только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.
Виды оборудования для работы по металлу
Любой вид токарного станка подразумевает обработку резанием, однако некоторые устройства могут иметь дополнительные функции и возможности.
Токарно-винторезный станок — применяется для вытачивания профилей, производства канавок и углублений, сверления отверстий и выполнения резьбы различными способами.
Токарно-фрезерный станок — используется для точения заготовки проходным способом, а также производства резьбы, накладывания фаски, вырезки прямых и криволинейных пазов.
Токарно-карусельный станок — с его помощью обрабатываются заготовки большого диаметра.
Токарно-револьверный станок — используется для производства деталей из калиброванного прутка.
ЧПУ станок — оборудование, выполняющее множество операций, заданных программой. Работа специалиста заключается в наблюдении, корректировке и выемке готовых изделий.
Классификация оборудования
Виды этого оборудования подразделяют исходя из нескольких параметров, к которым относятся:
- Максимальный диаметр этой детали.
- Максимальная длина детали, которая допускается для обработки на этом оборудовании.
- Масса оборудования.
Длина детали, которая обрабатывается на этом оборудовании той или иной модели полностью зависит от того, какое выдержано расстояние между его центрами. При рассмотрении диаметра заготовки, которую определённый вид токарного станка позволяет обрабатывать, этот параметр колеблется в пределах от 100 до 4 тыс. миллиметров. Нужно учитывать и тот фактор, что модели оборудования, на котором могут обрабатываться элементы одного диаметра, могут иметь разную длину обрабатываемой заготовки.
У токарных универсальных станков может быть различный вес. По этому параметру оборудование подразделяется на такие категории:
- Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.
- Масса оборудования не превышает 4 тонн. Допустимый диаметр элементов обработки 250−500 миллиметров.
- Вес оборудования до 15 тонн. Диаметр обрабатываемых элементов колеблется в пределах 600−1250 миллиметров.
- Станки тяжёлые. Их вес может достигать 400 тонн. Диаметр обрабатываемых элементов 1600—4000 миллиметров.
Разряды токарей
В процессе профессионального роста токарь может получить более высокий разряд, который требует наличия знаний, совершенствования техники работы и владения инструментом.
- 1 разряд — дается ученику, не имеющему профессиональных навыков;
- 2 разряд — приобретает специалист, который имеет опыт обработки деталей по 12–14 квалитетам на универсальных станках;
- 3 разряд — работник умеет обрабатывать детали на станках по 8–11 квалитетам и подтвердил знания о наладке оборудования, заточке инструмента и устройстве плазмотрона;
- 4 разряд — токарь, владеющий знаниями о специальных приспособлениях, правилах термической обработки, калибровке профилей и подготовке к работе режущего инструмента;
- 5 разряд — специалист, владеющий навыками обработки сложных деталей до 6–7 квалитета, правильной последовательности проверки токарных станков и регулирования инструментов;
- 6 разряд — высшая отметка, отражающая профессиональную подготовку работника, его знания и практические навыки в работе, обслуживании и наладке станков.
Для получения следующего разряда токарю необходимо пройти обучение и сдать соответствующий экзамен.
Нестандартные ситуации
Если при токарных работах по дереву или металлу появилось электрическое напряжение на металлических частях, ощущается вибрация, исчезла одна фаза, чувствуется запах дыма или возникла какая-нибудь другая опасная или нестандартная ситуация угрожающая выходом из строя оборудования или угрожающая здоровью людей, необходимо выключить станок и сообщить мастеру.
При возникновении пожара необходимо прекратить работы и приступить к тушению с помощью спецсредств.
В случае исчезновения освещения, необходимо оставаться на рабочем месте до возобновления подачи электричества.
Только строгое соблюдение правил техники безопасности при токарных работах не будет подвергать опасности жизнь и здоровье людей.
Как стать профессионалом
Токарному делу можно обучаться всю жизнь, так как помимо теоретической части специалист должен разбираться в современной технике.
Прогресс не стоит на месте, а значит, всегда будет присутствовать объект изучения. К тому же среди обрабатываемых материалов появляются новые образцы из композитных и полимерных соединений.
Для овладения профессией существуют учебные заведения и курсы, где высококлассные специалисты передают свой опыт молодым ученикам.
Информацию также можно почерпнуть из сети, где в открытом доступе находится разнообразная литература по токарному делу.
Работа подразумевает хорошую физическую подготовку, так как очень часто токари страдают от ряда заболеваний. Можно сказать, отменное здоровье, курсы повышения квалификации и умение настраивать оборудование поможет добиться желаемых высот в карьере.
Особенности эксплуатационного процесса
Рабочий процесс состоит из нескольких этапов, главными среди которых является настройка станка и установка заготовки. Что касается настройки, то она выполняется ручным или автоматическим способом – опять же, зависит от способа управления конкретной моделью. Для крепления заготовки обычный токарный станок для дома имеет специальную зажимную оснастку с направляющими приспособлениями. Для надежности захвата деревянных элементов часто используются зубчатые устройства или планшайбы с отверстиями. Далее остается лишь настроить параметры обработки со скоростью вращения и запустить агрегат в работу.
Виды токарных работ
Комплекс токарной обработки включает в себя обширный список разнообразных операций. Среди основных из них можно выделить следующие:
- нарезка на внешней или внутренней поверхности детали разнообразных видов резьбы;
- сверление, растачивание отверстий, зенкерование, развертывание и так далее;
- отрез частей заготовки, ее доводка до необходимой конфигурации и формы;
- вытачивание различных канавок, углублений и технологических швов;
- обработка наружных поверхностей, торцов и уступов.
Помимо этого, токарная обработка металлов позволяет придать поверхности детали нужную степень шероховатости и необходимую фактуру.
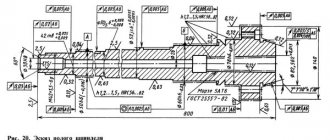
Схема токарного станка со всеми основными устройствами
После словесного описания давайте посмотрим на реальный чертеж изделия:
На изображении мы видим универсальный прибор, который оснащен возможностью не только выполнять точение, но и нарезать резьбу.
Вот еще одна схематическая фотография реального агрегата:
На ней мы видим помимо основных и второстепенные составляющие:
- ● Передняя и задняя тумбы. Это элемент станины, который несет на себе основную нагрузку. При конструировании учитывается также пощадь поверхности. Вторая их задача – обеспечение достаточной высоты для комфортной работы токаря.
- ● На фартуке расположено колесо и рукоятка для перемещения продольных и поперечных салазок.
- ● На задней бабке расположены также винты для фиксации.
- ● Посередине мы видим подвижный блок, который оснащен ручкой крепления резцедержателя и затяжной головкой – здесь устанавливается инструмент.
Что делает токарный станок, как он работает
Принцип работы оборудования довольно прост. Электродвигатель генерирует подачу энергии, которая в коробке скоростей превращается в силу движения – вращение передается на шпиндель или планшайбу. Эти элементы заставляют вращаться заготовку.
Одновременно с этим начинает двигаться суппорт. Вне зависимости от уровня автоматизации, существуют горизонтальные и вертикальные аппараты. Это влияет на то, какая ось передвижения инструмента является основной.
Таким образом, движения только два – вращение и подача. Оператор направляет суппорт в нужное место. Режущая часть снимает верхний слой с металлической поверхности, образуется стружка.
Токарная обработка сегодня
В наши дни потребность в металлических деталях с заданными геометрическими параметрами многократно возросла даже по сравнению с ХХ веком. Помимо сложности форм, к изделиям предъявляются все более и более высокие требования, касающиеся точности, измеряющиеся порой микронами и даже их долями. Несмотря на засилье пластика и некоторых других материалов, детали, выполненные из различных видов металлов, продолжают лидировать в подавляющем большинстве отраслей, где требуется прочность, надежность и долговечность.
Принцип токарной обработки остался неизменным. Посредством резца, фрезы, другого режущего инструмента, с заготовки, жестко закрепленной в специальном вращающемся патроне станка, снимаются лишние слои материала, придавая детали необходимую конфигурацию, геометрические параметры и функциональные характеристики.
Сегодня токарные работы выполняют совершенные, высокотехнологичные станки под управлением мощных компьютерных систем, за которыми осуществляет контроль высококвалифицированный оператор.
В результате удается добиться филигранной точности, обеспечить изготовление деталей сложнейшей конфигурации, самого разнообразного функционала и назначения:
- шестеренки и зубчатые колеса;
- разнообразные валы и втулки;
- гайки, муфты, кольца;
- шкивы и приводы;
- болты, винты, гайки, шайбы;
- другие детали сложных геометрических форм.
Современное токарное оборудование, помимо безупречной точности, обеспечивает высокую скорость обработки и практически полное отсутствие брака и простоев в работе.
Как установить и настроить токарный станок
Сперва необходимо выбрать подходящее место. Это должен быть первый этаж (либо следует заблаговременно использовать укрепленные потолочные перекрытия). Пол может быть земляным или бетонным. Само помещение должно иметь:
- ● хорошую вентиляцию;
- ● яркое освещение;
- ● меры по пожарной безопасности.
При работе с крупногабаритными элементами следует оснастить рабочее место подъемным механизмом, а также подъездной дорожкой – часто устанавливают рельсы. Для небольших деталей необходимо оборудовать отдельную тумбу для их размещения. Также понадобится зона для инструментов.
Толщина и тип фундамента зависит от массы оборудования. Основание может быть местным (заливка небольшого бетонного слоя непосредственно под станину) или общим, когда требуются стяжки и болты.
Настройка агрегата должна проводиться специалистами. Без уверенности в работоспособности и безопасности изделия включение не рекомендуется. не только занимается реализацией профессионального оборудования для металлообработки, но и производит настройку всех важных систем.
На данном изображении показана установка аппарата на бетонном полу:
Эволюция
Как ни странно, человечество шло по пути модернизации токарных станков очень медленно. Только к середине XVI века появились машины для обработки металла с ножным приводом, а несколько позже — и с водяным. Но резец все еще держала быстро слабеющая рука мастера. Настоящей проблемой становилось решение следующих задач:
- изготовление металлических деталей сложной геометрической формы;
- нанесение резьбы, как внешней, так и особенно внутренней;
- создание зубчатых колес, столь необходимых в те времена в самых разных отраслях.
К настоящему прорыву в эволюции токарной обработки металла привела промышленно-техническая революция, произошедшая в Европе (главным образом в Великобритании) во второй половине XVIII века. Металлических деталей самого разнообразного назначения требовалось все больше, спрос на них увеличивался в геометрической прогрессии, промышленность развивалась ударными темпами.
Тогда-то и были созданы гораздо более совершенные станки, где режущий инструмент мог перемещаться механически, независимо от физических возможностей оператора. А изобретение парового двигателя позволило создавать токарные станки способные обрабатывать крупные детали и достаточно быстро удалять с тела заготовки толстые слои материала, делать глубокие бороздки, нарезать резьбу с различным шагом и значениями глубины.
Первый прообраз современного токарного станка, содержащий все компоненты, которые мы привыкли видеть в нем сегодня, был окончательно доработан своим изобретателем — англичанином Генри Модсли — ровно в 1800 году. После чего за дело взялись американцы, добившиеся полной механизации процесса токарной обработки и существенно модернизировав конструкцию станка, сделав ее универсальной для производства различных видов работ.