Цели и назначение
Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
Назначение накатки:
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.
Модели резьбонакатного оборудования, основные параметры
Рассмотрим востребованное оборудование и их краткое описание, предназначенное для накатки резьбы:
- «PEE-WEE». Среди конкурентной оснастки отличаются экономичностью и надежностью. Комплектующие и установка в целом произведены в Германии. Показатели накатывающего давления составляют 5-60 тонн. Все серии отехнических средств оснащаются автозагрузкой заготовок, не требующих участия человека, и могут работать с профилями значительной протяженности. Паспорт оборудования можно найти во Всемирной паутине.
- «PROFIROLL». Станки изготовлены в Германии. Отмечаются элементарностью в системе управления. Они просты в обслуживании и имеют большой срок службы. Паспорт любой модели оборудования представлен на сайте . Резьбонакатной станок специализируется на выпуске саморезов. Производительность устройства составляет более 100 единиц в минуту. Качество выпускаемых саморезов не теряется при высоких темпах изготовления. Модель отмечается элементарностью в управлении и надежностью в работе. Стоит отметить, что подобная модель оборудования не слишком дешевая, но быстро окупается, так как строительные изделия пользуются спросом. Технический паспорт можно скачать в электронном виде.
- «ARM-40C». Агрегат для арматуры, применяемый на стройках всего мира. Его результативность объясняется компактными параметрами конструкции и универсальностью условий использования, то есть можно применять, как непосредственно на строительных объектах, так и на плите перекрытия. Паспорт устройства представлен во Всемирной паутине.
- «KOMAND СНШ 12». Резьбонакатный станок предназначен для создания резьбовых шпилек методом резьбонаката. Производительность агрегата для шпилек составляет — 3-120 сек/изделие и работает в автоматическом режиме. Основные преимущества: станок с ЧПУ и возможностью программирования до 40 вариаций деталей, настройку осуществляет персонал – один человек, быстрая окупаемость оборудования. Также важной положительной стороной агрегата считается адаптация под технические нужды заказчика.
Резьбонакатной станок PEE-WEE
Резьбонакатной станок PROFIROLL
Стоимость станка считается препятствием для покупателя. Изначальная цена резьбонакатной системы часто становится проблемой для потребителя, так как стоимость агрегата превышает расценку винторезной техники. Но этот недостаток легко перекрывается техническими и экономическими параметрами, которые предполагают накатывание резьбового соединения в долгосрочной перспективе.
Виды накатывания
В металлообработке применяется два вида накатки. Но смысл процесса не меняется.
Формообразующая
Применяется для формирования зубьев и резьбы на цилиндрических деталях, а также для нанесения шкалы при производстве измерительных приборов. На некоторых производствах данный способ называют зубонакаткой.
Упрочняющая
Применяется для повышения износостойкости и прочности изделия. При накатывании на поверхности детали образуется наклеп, благодаря которому повышаются эксплуатационные качества. Используется при изготовлении втулок, валов, шестеренок и других деталей.
Виды дефектов, возникающих в результате накатки и их причины
В основном дефекты, которые возникают во время накатывания резьбы, связаны с механическим воздействием в данном процессе. Виды дефектов металла, которые могут возникнуть:
- выкрашивание;
- шелушение;
- отслаивание;
- растрескивание;
- вырывание поверхностного слоя;
- образование дефектов на поверхности (закаты, складки, наслоения, заусенцы и т.п.).
К факторам которые могут существенно повлиять на качество изделия после накатки на него резьбы относят:
- Качество используемого для производства заготовки материала;
- Качество выполнения заготовки для накатывания резьбы;
- Качество инструмента, применяемого в процессе резьбонакатки;
- Квалификация работников, производящих наладку резьбонакатного автомата и резьбообразующего инструмента.
Какие инструменты необходимы?
Приспособления изготовлены преимущественно из инструментальной стали. Инструмент состоит из держави, к которой крепятся ролики. В зависимости от размера зубцов на ролике получается мелкий, средний и крупный узор.
Накатные ролики
Применяются для получения рифленой поверхности на детали. Ролик крепится к державке, которая вставляется в резцедержатель. Ролики бывают односторонними и двусторонними. Для получения прямого узора используется один ролик. Если нужно сетчатое рифление, применяется двусторонний инструмент с противоположным направлением узора.
Важно!
Ширину и диаметр ролика выбирают исходя из размера детали.
Зубчатые
Используются для формирования зубьев на цилиндрических деталях. инструмент в большинстве случаев обеспечивает нужные параметры поверхности за один проход.
Универсальные
Применяются для формирования рифлений на ручках, винтах, а также образования рисок и насечек на цилиндрических изделиях.
Стандартные шарики
Изготовлены преимущественно из твердых сплавов, либо из закаленной стали. Шариковые накатки дополнительно оснащены пружиной, которая обеспечивает равномерный нажим на деталь. Отрегулировать силу давления шарика на поверхность можно при помощи специального винта. Применяются шарики для обработки не жестких деталей.
Накатывание резьбы
Производится путем выдавливания металла из заготовки. В качестве инструмента используются специальные накатные ролики. Их профиль и шаг соответствует будущей резьбе. Ролики закрепляют в пиноль задней бабки, либо держат за рукоятки вручную, как при работе с плашками.
Особенности круглой резьбы
Такой тип нарезки можно встретить на санитарно-технической арматуре (регулируется государственным стандартом под номером 13536-68) и на осветительных приборах, а также на цоколях и патронах для них. Эта разновидность дает возможность получения соединений, периодически подлежащих разбору. Профиль для круглых резьбовых соединений получается путем сопряжения двух дуг с одним и тем же радиусом. Резьбовый шаг всегда измеряется в миллиметрах, а в качестве обозначения используются буквы “Кр”.
Детали, используемые в бытовых целях, оснащаются обычной круглой резьбой
Конструктивные особенности круглой накатки обеспечивают ей длительный эксплуатационный срок и значительную сопротивляемость нагрузкам. Профиль не стирается даже при частом использовании. Также такая резьба может вполне успешно применяться в системах, работающих в условиях загрязненной среды. Круглый тип резьбовых соединений применяется, например, при сцепке железнодорожных вагонов.
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.
Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Важно!
Устанавливать инструмент нужно строго по центру.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Накатка при помощи приводного цилиндрического инструмента
Такой метод накатки технически значительно превосходит предыдущий так как здесь применяют ролики. Накатка выполняется на специальных резьбонакатных станках. Главное отличие этого метода в том, что инструмент на обрабатываемую заготовку может подаваться: тангенциально, радиально, продольно и комбинированно.
Способы накатки с тангенциальной подачей инструмента на заготовку
Может выполняться следующим образом:
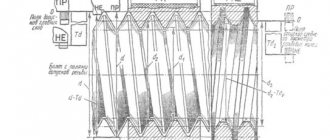
- Накатывание при помощи вращающегося резьбового ролика и резьбовых сегментов (подвижных или неподвижных роликов) – это планетарный процесс накатывания. Такой вид накатки выполняется на станках планетарного типа. Данный метод характеризуется тем, что должно выдерживаться соответствие между профилем резьбы и внешней поверхностью ролика, а также внутренней поверхности сегмента. При накатке заготовка должна располагаться между рабочей поверхностью ролика и сегментов. Причем при увеличении сегмента снижается накатной путь и увеличивается производительность процесса, которая напрямую зависит от номинального диаметра резьбы при накатке и от состояния пластичности материала из которого выполнена заготовка. Этот метод не очень широко применяется ввиду своей высокой себестоимости из-за высокой цены инструмента и оборудования. Применим он только в крупносерийном и массовом производстве для изготовления болтов, шпилек, винтов, гаек, имеющих резьбу 2-го и 3-го класса точности.
- Накатывание специальными затылованными роликами. У такого вида роликов на рабочей поверхности одного или обоих роликов имеются следующие части: выемка, заборная, калибрующая и сбрасывающая части. Выемка предназначена для введения заготовки в зону накатывания так и вывода ее по окончанию процесса накатывания. Сбрасывающая и калибрующая части имеют полный профиль резьбы. У заборной части из-за затыловки по высоте профиль неполный. При таком способе накатки нет необходимости в сближении роликов, а это значительно упрощает кинематическая схема резьбонакатного станка. В тех случаях, когда применяются две пары затылованных роликов, процесс накатывания значительно ускоряется. Резьбу можно наносить одновременно на два конца изделия или же обрабатывать сразу две детали. Применяют такой способ накатывания при производстве: винтов, пустотелых резьбовых деталей, болтов, метчиков, резьбовых калибров и прочих изделий, имеющих коническую и цилиндрическую резьбу треугольного, трапецеидального и круглого профиля.
- Накатывание роликами с различным диаметром, но равным числом оборотов. Этот способ используют для накатки мелких шлицев, рифлений, зубьев, разверток, концевые фрезы и др., а также для калибровки вращающихся тел, для полирования, правки валиков и других схожих деталей, а также для того, чтобы создать кольцевые выступы и канавки. Также накатывание роликами с различным диаметром применяют при накатке разного рода профилей: ромбической, прямой и угловой формы.
- Накатывание роликами с одинаковым диаметром, но с различным числом оборотов. Данный метод, также, как и метод накатывания при помощи роликов с различными диаметрами окружности, используется для накатывания мелких шлицев, рифлений, зубьев, различных режущих инструментов (развертки, концевые фрезы и др.), а также используют для калибрования вращающихся тел, для полирования, правки валиков и других схожих деталей, а также для того, чтобы создать кольцевые выступы и канавки. Накатывание роликами с различными диаметрами используют для накатывания различных резьбовых профилей: ромбической, прямой и угловой формы.
Способ накатки с радиальной подачей инструмента на заготовку
Может осуществляться следующим образом:
- Накатка одним роликом с винтовой нарезкой. Такой метод используют при накатке головки болта, участка позади буртика и прочих деталей с относительно не длинным стержнем, выполненных из цветных металлов и сплавов.
- Накатка двумя многозаходными роликами с винтовой нарезкой. Данный метод используется для накатывания резьбы на следующие детали: болты, винты, шпильки и иные детали. Также данный способ используют для создания метчиков, микрометрических и ходовых винтов, а также для резьбовых калибров.
- Накатывание тремя роликами с винтовой нарезкой. Данный метод используют для накатки резьбы не на резьбонакатных станках.
Способ накатки резьбы с продольной (осевой) подачей заготовки одним, двумя или тремя роликами с кольцевой нарезкой
Этот способ, по аналогии с радиальной подачей имеет те же самые способы накатки. При обработке заготовки этим методом перемещение происходит вращением роликов за счет ввинчивания или вывинчивания самой заготовки. Накатывания осуществляется двумя или тремя роликами с кольцевой нарезкой, путем движения заготовки вдоль собственной оси, однако расстояние между осями роликов при этом остается неизменным. Преимуществом данного метода является то, что накатывать можно накатывать резьбу на заготовку любой длины, данный процесс является независимым от ширины роликов.
Способ накатки резьбы с радиально-осевой подачей заготовки
Этот метод отличается тем, что угол подъема нарезки ролика равен нулю. При этом применяются ролики с кольцевой нарезкой. Конструктивно это выглядит так: оси роликов наклонены в сторону оси заготовки под углом подъема резьбы. Применяют данный метод только при изготовлении длинных видов резьбы.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.
Описание и особенности агрегата
Востребованностью в промышленном секторе пользуется гидравлический резьбонакатный станок. Его область применения — обрабатывание округленных поверхностей, например, шпилек. В результате воздействия создаются различные резьбовые плоскости. Если углубляться в частный случай, то применяют резьбонакатный станок для труб. Обработка (накатка) выгодно отличается от нарезания, так как деталь обладает высококачественными характеристиками и экономно возделывает металл.
Станок для накатки резьбы DJY
Гидравлические резьбонакатные системы производственной серии JDY имеют рабочие валы с одной мобильной шпиндельной бабкой. Они применяются для резьбовой накатки и профилей на целостных болванках. Давление накатки в устройствах этой серии варьируется в пределе 4-40 тонн. Если потребитель нуждается в большей нагрузке на обрабатываемое изделие, то по заказу производитель пересмотрит максимально возможные параметры наката.
Несущая станина резьбонакатного станка модели JDY спроектирована с использованием способа конечных компонентов. Путем совмещения литой, а также сварной формы приобретается предельно возможная жесткость, но при этом область для работы свободна для оператора оборудования.
Ходовой шпиндельный узел металлообрабатывающего станка передвигается по роликовым опорам качения. Установка предназначается для накатки резьбового соединения радиальным способом, иногда его называют врезным вариантом. Длина рабочих роликов характеризуется превышением протяженности создаваемой резьбы на незначительное расстояние. Подобное оснащение работает в нескольких режимах: с плоскими плашками, эксплуатацией без отведения резьбонарезной головки на упоре, наладочном, в полу- и автоматическом порядках.
Технические характеристики некоторых моделей станков с ЧПУ фирмы JDY сведены в таблицу:
| Серия оборудования | JDY- 50 | JDY- 30A | JDY- 3T |
| Наружный диаметр резьбы, мм | 6-80 | 8-40 | 2-12 |
| Шаг резьбового соединения, мм (на дюйм) | 1-6 | 0,5 – 2,5 | 0,4 – 1,5 |
| Частота накатки, об/мин | 10-38 | 250-500 | 40 |
| Допустимое сечение накатных плашек: внутреннее наружное, мм | 180 54 | 80 25,4 | 90 50,4 |
| Количество выпускаемых саморезов и аналогичных материалов, шт/мин | 4-30 | 4-30 | 24-40 |
| Двигатель шпиндельного узла | 10 НР | 2НР | 1НР |
| Масса станка, кг | 2700 | 520 | 280 |
| Параметры астройства | 1800x1500x1300 | 1150x920x1360 | 800x600x750 |
Полный технический паспорт рассматриваемых моделей резьбонакатных станков можно найти на просторах Интернета.
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.