Радиально-сверлильный станок с числовым программным управлением принадлежит к числу довольно сложных устройств, обеспечивающих высокий уровень качества проведенных работ. Он необходим для создания разнообразных отверстий и внутренней резьбы, рассверливания и зенкерования. Работа на обычном станке требует от оператора опыта и определенных навыков, умения, внимания, концентрации и значительных физических усилий. Именно поэтому использование радиально-сверлильного станка с ЧПУ стало прекрасной заменой старому оборудованию и гарантией выполнения работ с высокой точностью.
Обозначение
По классификации ЭНИМС обозначаются следующим образом: первая цифра в маркировке обозначает группу «Сверлильные и расточные станки», вторая – тип – «Радиально-сверлильные станки», третья и четвертая – максимальный диаметр сверления. Буква – проводилась модернизация станка. Например, 2В56 – радиально-сверлильный станок с максимальным диаметром сверления 60 мм.
Современные импортные образцы станков не имеют стандарта обозначения – каждый производитель обозначает модели по собственному стандарту. Например, Optimum классифицирует свои радиальные станки на легкие (RB) и тяжелые (DR): RB6, RB8, DR5, DR6; Proma обозначает тяжелый станок RV-32; Jet – JRD: JRD-460, JRD-720R, JRD-1100R.
Отсутствие стандарта приводит к путанице и усложняет подбор аналогов.
Конструктивные особенности станков
Станки радиально-сверлильной группы — это металлорежущее оборудование, используемое для обработки деталей, обладающих различной конфигурацией и геометрическими размерами, которые изготовлены из чугуна и стали, различных цветных металлов. Такие станки причисляют к оборудованию второго класса, если руководствоваться общепринятой классификацией технических устройств, предназначенных для обработки металла. Наиболее популярные модели оборудования радиально-сверлильной группы (2К52, 2М55, 2А554, АС2532, 2Н55 и 2532Л) позволяют осуществлять сверление отверстий, ось которых располагается под различными углами.
Технические возможности радиально-сверлильного станка позволяют выполнять на нем обработку поверхностей любого типа: цилиндрических, конических, резьбовых и торцевых. Настольный станок такой модели чаще всего используется для выполнения черновых, получистовых, а также чистовых технологических операций.
Основными инструментами, которыми оснащаются радиально-сверлильные станки, являются сверла, развертки, зенкера и резьбовые метчики. Для выполнения отдельных технологических операций на станок может быть установлен инструмент специального назначения.
Вышеперечисленные модели, получившие наибольшее распространение, преимущественно используются для обработки внутренних отверстий, которые могут иметь цилиндрическую и даже коническую форму. Детали, которые допускается обрабатывать на оборудовании данных моделей, могут иметь достаточно крупные габариты и неправильную геометрическую форму.
Конструктивные особенности радиально-сверлильных станков делают процесс обработки деталей на них простым и удобным. Деталь на таком станке фиксируется в специальном приспособлении. Конструкция оборудования обеспечивает плавное перемещение режущего инструмента по отношению к обрабатываемой поверхности.
Радиально-сверлильный станок с ЧПУ
Станки данной категории, в том числе и настольные, отличают высокие мощностные характеристики, что дает возможность выполнять на них обработку деталей, изготовленных из различных металлов, стальных заготовок в том числе. Станки радиально-сверлильной группы успешно используются для оснащения предприятий, работающих в различных отраслях промышленности, касается это также автомобиле- и самолетостроения.
Компоновка
Оборудование имеет своеобразную компоновку: колонна и стол устанавливаются на плиту. На колонне закреплена траверса, перемещающаяся по колонне в вертикальном положении, а также она имеет возможность осуществлять поворот относительно колонны на 360 градусов. На траверсе установлена сверлильная (шпиндельная) головка, перемещающаяся относительно траверсы в горизонтальном направлении. Она выполнена в виде отдельного агрегата. Если ее необходимо зафиксировать в определенном положении, то для этих целей имеется механизм зажима.
На рынке можно встретить настольные радиально-сверлильные станки, по компоновке напоминающие вертикально-сверлильные. Основное их отличием от классической компоновки — возможность перемещения стола в вертикальном направлении вместо перемещения траверсы.
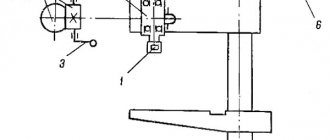
Вертикально-сверлильный настольный станок Энкор Корвет 48
Optimum RB6T
Особенности использования станков
Технические возможности радиально-сверлильного станка позволяют выполнять с его помощью различные операции по обработке металла: сверление и рассверливание отверстий различного диаметра, зенкерование, нарезку резьбы, осуществляемую при помощи метчика.
Даже настольный станок данной категории можно оснащать различными рабочими инструментами, которые повышают его функциональность. Оснащенные такими инструментами, радиально-сверлильные станки дают возможность выполнять технологические операции, характерные для оборудования расточной группы.
Различные модели станков данной категории отличают их габариты и технические характеристики. Наиболее распространенными моделями оборудования радиально-сверлильной группы являются: 2М55, 2К52, 2А554, АС2532, 2Н55, 2532Л. Отличия каждой модели подобного оборудования, предназначенного для выполнения типовых работ по металлу, относятся к их мощности, а также к перечню технологических операций, которые они дают возможность осуществлять.
Универсальность, которой отличаются станки радиально-сверлильной группы, дает возможность успешно использовать их для осуществления ремонтных работ различной степени сложности. Функциональность оборудования данной категории определяется его конструкцией, которая может включать в себя различные системы и элементы.
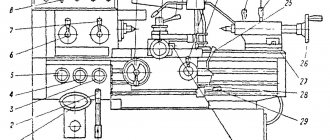
Радиально-сверлильный станок 2А554
Типы станков
В зависимости от условий эксплуатации и специфики производства радиально-сверлильные станки подразделяются на несколько типов:
- общего назначения;
- общего назначения с поворотом сверлильного узла;
- на направляющих станины;
- установленные на рельсы;
- переносные (мобильные);
- настенные.
Радиально-сверлильный станок общего назначения Радиально-сверлильный станок общего назначения с поворотом сверлильного узла Радиально-сверлильный станок на направляющих станины Радиально-сверлильный станок установленный на рельсы Переносной радиально-сверлильный станок Настенный радиально-сверлильный станок
Станки общего назначения применяются в ремонтных цехах, металлообрабатывающих производствах. Они являются стационарными – один раз устанавливаются на фундамент и больше не переносятся во время эксплуатации. Заготовку устанавливают на стол или на фундаментную плиту. В фундаментной плите находится бак для СОЖ с насосом для ее подачи в зону резания. Шпиндельная бабка перемещается вдоль траверсы в горизонтальной плоскости, а траверса – в вертикальной и вокруг колонны. Оборудование с поворотом шпинделя относительно горизонтальной поперечной балке в угловом направлении относится ко второму типу.
На направляющие станины радиальные станки устанавливают для обработки тяжелых у крупногабаритных заготовок. Другой разновидностью данного типа являются станки, установленные на тележку, которая способна перемещаться по рельсам за счет электропривода.
Настенные и переносные радиально-сверлильные станки применяются в судостроении и тяжелом машиностроении, а их основное назначение – обработка труднодоступных деталей, имеющих большие габариты: корпусные и отливки.
Устройство радиально-сверлильного станка
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
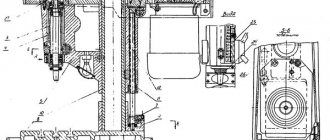
В радиально-сверлильных станках (см. рис. 6.2) совмещение оси отверстия заготовки с осью шпинделя достигается перемещением шпинделя относительно неподвижной заготовки. По конструкции радиально-сверлильные станки подразделяют на станки общего назначения; переносные для обработки отверстий в заготовках с большими габаритными размерами (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках закрепляемые при обработке с помощью башмаков.
Заготовку закрепляют на фундаментной плите Б (рис. 6.6) или приставном столе А. В цоколе плиты смонтирована поворотная колонна B, на которой размещен рукав Е, перемещающийся по колонне с помощью механизма подъема Г. Сверлильную головку Д, включающую в себя коробки скоростей и подач, перемещают по рукаву вручную. Совмещение инструмента и заготовки осуществляется поворотом рукава и перемещением по нему сверлильной головки.
Главное движение — это вращение шпинделя от электродвигателя Ml через зубчатую передачу z = 33/39, фрикционную муфту Мф1 и коробку скоростей с тремя двойными блоками Б1, Б3, Б4 и одним тройным Б2, которые обеспечивают заданный диапазон частот вращения шпинделя (24 теоретических значения и 21 практическое). Блок Б4 может занять положение, при котором оба колеса зубчатой передачи выведены из зацепления; в этом случае шпиндель легко поворачивается от руки. С помощью муфты Мф1 происходит реверсирование шпинделя.
Уравнение кинематической цепи привода шпинделя с максимальной частотой вращения можно представить в следующем виде:
Движение подачи — это осевое перемещение шпинделя через зубчатую передачу z = 33/54, которое получает вал VI коробки подач, обеспечивающей 12 значений подач при переключении блоков Б5 и Б6 и муфты МфЗ в переборном блоке Б7. При включении муфты Мф4 на валу X получает вращение червячная передача z = 2/38 и реечное колесо z=13, перемещающее рейку, нарезанную на гильзе шпинделя. Ручную подачу осуществляют вращением маховика 4. Перемещая штурвал 5 «от себя», включают муфту Мф5 и сообщают шпинделю механическую или ручную подачу. В положении штурвала «на себя» шпинделю можно сообщить большую ручную подачу. Уравнения кинематической цепи для определения минимальной Smin и максимальной Smax подач шпинделя можно представить в следующем виде:
Для получения подачи Smax включают муфту Мф3.
Вспомогательные движения. Перемещение сверлильной головки осуществляют маховиком 6через зубчатое колесо z= 16 (см. разрез А—А) и накидное колесо z=24, соединенное с рейкой, укрепленной на рукаве. Зажим головки — гидравлический.
Вертикальное перемещение рукава осуществляется от реверсивного электродвигателя М2 через зубчатые передачи z= 22/45; 16/40 на ходовой винт с двумя гайками: подъема 1 и зажима 3. При вращении ходового винта гайка 1 вращается свободно, а гайка 3 перемещается вверх по винту, освобождая зажимное устройство рукава. При дальнейшем движении торцовые зубья гайки 3 входят в зацепление с зубьями гайки 1, вращение гайки 1 прекращается и она начинает перемещаться вверх или вниз (в зависимости от направления вращения электродвигателя) вместе с рукавом. При достижении гайкой (и рукавом) нужной высоты электродвигатель изменяет направление вращения; гайка зажима 3 движется в противоположном направлении, выходит из зацепления с гайкой 1, доходит до нейтрального положения и зажимает рукав через систему рычагов 2 Муфта Мф6 предохраняет привод механизма подъема от перегрузки.
Зажим колонны — гидравлический, от плунжера (на рисунке не показан).
Кинематика
Вращение шпинделя – главное движение станка.
Передвижение шпинделя в вертикальном направлении – движение подачи.
Передвижение траверсы в верх и низ вдоль колонны, передвижение в горизонтальном направлении сверлильной головки вдоль траверсы, передвижение траверсы вокруг оси колонны – установочные движения.
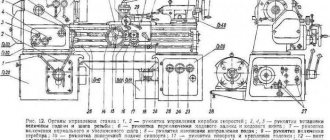
Пример кинематической схемы радиального сверлильного станка 2Н55
Станки имеют широкий диапазон частот вращения, скоростей сверлильной головки и механических подач.
Дополнительные возможности
Кроме прямой задачи – сверления, станок используют для выполнения специальных операций, в том числе:
- обработка внутренней поверхности отверстий;
- высокоточная доводка;
- выполнение отверстий больших и нестандартных диаметров;
- обработка толстостенных элементов (деревянных, металлических, иных).
Дополнительными приспособлениями оснащают как крупные агрегаты, используемые в машиностроении, так и устройства для мастерских. Имеющий нужные приспособления радиально-сверлильный станок купить можно на нашем сайте.
Классификация
Есть несколько основных признаков, по которым классифицируются сверлильные станки.
1. По количеству шпинделей:
- одношпиндельные;
- двухшпиндельные;
- многошпиндельные;
Одношпиндельные станки (рис. 1) наиболее распространены. Служат как в мелкосерийном, так и крупном производстве. Как правило, такими станками оснащаются и небольшие ремонтные предприятия.
Рисунок 1. Одношпиндельный сверлильный станок.
Рисунок 1. Одношпиндельный сверлильный станок.
Двухшпиндельные сверлильные станки (рис. 2) служат для одновременной обработки двух одинаковых деталей или одной детали с симметричным расположением отверстий. Сегодня широкое распространение получили двухшпиндельные станки с ЧПУ благодаря высокой производительности.
Рисунок 2. Двухшпиндельный сверлильный станок
Рисунок 2. Двухшпиндельный сверлильный станок
Многошпиндельные станки (рис. 3) представляют собой целые сверлильные комплексы. Управляются программно. Часто применяются в электротехнической промышленности или поточном производстве. В большинстве случаев изготавливаются на заказ.
Рисунок 3. Многошпиндельные сверлильные станки.
Рисунок 3. Многошпиндельные сверлильные станки.
2. По направлению основной подачи:
- вертикально-сверлильные;
- горизонтально-сверлильные;
- радиально-сверлильные.
Вертикально-сверлильный станок — классический вариант. Подавляющее большинство сверлильных станков выполнено именно по такой схеме. Обусловлено это удобством самого процесса сверления, когда подача осуществляется в вертикальной плоскости.
В горизонтально-сверлильном станке основная подача осуществляется в горизонтальной плоскости. У этих станков, как правило, более разнообразные технологические возможности. Часто станки этой группы используются для растачивания, подрезания кромок, горизонтального фрезерования и других металлорежущих операций.
Радиально-сверлильные станки (рис. 4) оснащаются подвижной сверлильной головкой с возможностью поворота в одной или нескольких плоскостях, что позволяет проделывать отверстия в заготовке под углом без ее перестановки.
Рисунок 4. Радиально-сверлильный станок.
Рисунок 4. Радиально-сверлильный станок.
3. По типу управления:
- с ручным управлением;
- с полуавтоматическим управлением;
- с числовым программным управлением (ЧПУ).
Станки с ручным управлением применяются в условиях мелкого или ремонтного производства, где выпуск деталей не поставлен на конвейер.
Станки с полуавтоматическим управлением, как правило, отличаются от ручных автоматизацией рабочего движения. Единожды настраивается частота вращения шпинделя, скорость подачи и глубина сверления. Работа оператора сводится к контролю над процессом обработки и подаче заготовок.
В сверлильных станках с числовым программным обеспечением (рис. 5) процесс сверления автоматизирован. Изначально создается программа, согласно которой поэтапно обрабатывается деталь.
Рисунок 5. Сверлильный станок с ЧПУ.
Рисунок 5. Сверлильный станок с ЧПУ.
4. По типу сверлильной головки:
- стандартная однопатронная;
- револьверная (рис. 5).
Рисунок 5. Револьверная головка сверлильного станка.
Рисунок 5. Револьверная головка сверлильного станка.
Также сверлильные станки классифицируются по следующим параметрам:
- мощность приводных электродвигателей;
- максимальные габаритные размеры обрабатываемой детали;
- максимальный диметр хвостовика закрепляемого сверла;