На промышленных предприятиях при нормировании рабочего времени, расчетах оптимальных объемов запасов расходных материалов, себестоимости работ вычисляется количество наплавленного в процессе сварочных работ материала. Величина этого показателя зависит от класса сварки, вида материала, его толщины, вида и толщины проволоки (электрода), требований к параметрам сварного соединения. Масса наплавленного металла при сварке находится в тесной связи с нормами расхода электродов и проволоки.
Формулы для проведения вычисления
В качестве расчёта используют значение действия осевой силы N, в свою очередь, проходящей через условный центр тяжести всего соединения.
. Из этой формулы следует:
В качестве рабочей формулы расчёта площади поперечного сечения сварного шва, используют вышеуказанные значения, при этом, каждое значение имеет свои данные:
- t- наименьшая известная расчётная толщина используемых соединяемых элементов;
- Lw – готовая расчётная размерная рабочая длина шва, которая равна полной его длине, уменьшенной на 2t, или полной его длине, если концы шва выведены за пределы стыка
- Rwy – расчётное сопротивление стыковых сварных соединений по пределу текучести (см. СНиП II-23-81*, прил.5);
- Yc – коэффициент условия работы.
Это основная формула, используемая для проведения текущих расчётов.
Все обрабатываемые швы могут выполняться в двух режимах, как с разделкой, так и без применения разделок кромки, при этом есть основной технический регламент, который регулирует принцип проведения расчета площади наплавленного металла сварного шва, с известными готовыми данными ГОСТ 5264-80.
Определение площадей поперечного сечения сварных швов
Рис. 47.
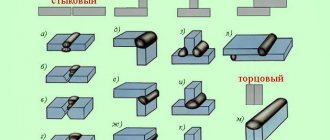
Металл большой толщины сваривают в несколько проходов, заполняя разделку кромок слоями. При толщине металла 15 … 20 мм сварку выполняют секциями способом двойного слоя (рис. 47, а). Шов разбивают на участки длиной 250… 300 мм и каждый участок заваривают двойным слоем. Второй слой накладывают после удаления шлака по неостывшему первому. При толщине металла 20 … 25 мм и более применяют сварку каскадом (рис. 47, б) или сварку горкой (рис. 47, в). Каскадный способ заключается в следующем. Весь шов разбивают на участки и сварку ведут непрерывно. Закончив сварку слоя на первом участке, сваривают первый слой на втором участке и продолжают сварку на первом участке, накладывая второй слой по неостывшему первому слою, и т. д. Сварка горкой является разновидностью сварки каскадом, обычно выполняется двумя сварщиками одновременно и ведется от середины шва к краям. Такие способы сварки обеспечивают более равномерное распределение температуры и значительное снижение сварочных деформаций.
Рис. 48.
Способы выполнения сварных швов по длине зависят от их протяженности. Условно принято различать: короткие швы длиной до 250 мм, средние швы длиной 250…1000 мм и длинные швы протяженностью более 1000 мм. Короткие швы выполняют сваркой на проход (рис. 48, а). Швы средней длины сваривают либо от середины к краям (рис. 48, б), либо обратноступенчатым способом (рис. 48, в). Обратноступенчатый способ заключается в том, что весь шов разбивают на участки и каждый участок сваривают в направлении, обратном общему направлению сварки. Конец каждого участка совпадает с началом предыдущего. Длина участка выбирается в пределах 100… 300 мм в зависимости от толщины металла и жесткости свариваемой конструкции. Длинные швы сваривают также обратноступенчатым способом.
Сварка при низких температурах отличается следующими основными особенностями. Стали изменяют свои механические свойства, понижается ударная вязкость и уменьшается угол загиба, ухудшаются пластические свойства и несколько повышается хрупкость, а отсюда склонность к образованию трещин. Это особенно заметно у сталей, содержащих углерод более 0,3%, а также у легированных сталей, склонных к закалке. Металл сварочной ванны охлаждается значительно быстрее, а это приводит к повышенному содержанию газов и шлаковых включений и, как следствие, — к снижению механических свойств металла шва. В связи с этим установлены следующие ограничения сварочных работ при низкой температуре. Сварка стали толщиной более 40 мм при температуре 0°С допускается только с подогревом. Подогрев необходим для сталей толщиной 30 … 40 мм при температуре ниже — 10°С, для сталей толщиной 16… 30 мм при температуре ниже — 20°С и для сталей толщиной менее 16 мм при температуре ниже — 30°С.
Для подогрева применяют горелки, индукционные печи и другие нагревательные устройства. Сварку производят электродами типа Э42А, Э46А, Э50А, обеспечивающими высокую пластичность и вязкость металла шва. Сварочный ток на 15…20% выше нормального. Рабочее место должно быть защищено от ветра и снега.
2.7.6. Меры борьбы со сварочными напряжениями и деформациями.
Сварка вызывает возникновение в изделиях собственных напряжений. Собственными напряжениями называются напряжения, которые существуют в изделии без приложения внешних сил. В зависимости от причины, вызвавшей напряжения, различают:
- Тепловые напряжения, вызванные неравномерным распределением температуры при сварке
- Структурные напряжения, возникающие вследствие структурных превращений, сопровождающихся переохлаждением аустенита в околошовной зоне и образованием продуктов закалки мартенсита, объём которого больше объёма исходной структуры.
Нагрев при сварке приводит к изменению как физических, так и механических характеристик металла, что необходимо учитывать.
Весь комплекс мероприятий по борьбе с деформациями и напряжениями от сварки можно разделить на две основные группы:
- Мероприятия, предотвращающие вероятность возникновения деформаций и напряжений или уменьшающие их влияние
- Мероприятия, обеспечивающие последующее исправление деформаций и снятие возникших напряжений
К первой группе мероприятий относятся: выбор правильной последовательности сварки изделия, закрепление, предварительный выгиб, подогрев, интенсивное охлаждение деталей и другие.
Наиболее эффективным способом является подогрев. Он может быть общим и местным. Подогрев снижает неравномерность распределения температур и тем самым может уменьшить или устранить действие основного фактора, взывающего сварочные напряжения и деформации.
Для полного снятия напряжений применяется термическая обработка после сварки.
Для снятия напряжений назначается высокий отпуск. Целесообразность назначения термической обработки для сварных конструкций в каждом конкретном случае определяется в зависимости от применяемых материалов, технологии изготовления конструкций и условий её эксплуатации.
Ко второй группе мероприятий относятся механическая и термическая правка.
Механическая правка заключается в растяжении участков деформированной детали. Термическая правка, т.е. правка нагревом достигается за счёт пластических деформаций сжатия растянутых участков.
Те или иные мероприятия выбираются в зависимости от конструкции изделия, свариваемого материала и способа сварки
2.7.7. Контроль качества сварных соединений
При выборе методов контроля в процессе заготовки, сборки и сварки сварных конструкций необходимо принять такие методы контроля за качеством выпускаемой продукции, которые обеспечили бы требования технических условий на изготовление сварных конструкций.
Высокое качество сварных конструкций может быть обеспечено при условии строгого соблюдения пооперационного контроля. Контрольные операции разделяются на три этапа:
- предварительный контроль перед сваркой. Он включает в себя проверку исходных материалов, применяемых для изготовления изделия, проверку сварочного оборудования, оснастки, инструментов, квалификации сварщиков и т.д.
- контроль в процессе производства с целью проверки правильности заготовки, сборки, соблюдение технологических режимов, размеров и качества сварных швов, последовательности их наложения и др.
- контроль готовой продукции – приёмно-сдаточные испытания
Контроль на первых двух этапах позволяет предупредить брак. До начала изготовления сварных конструкций должны быть тщательно проверены все применяемые материалы. Готовое изделие проверяется в соответствии с техническими условиями и чертежами, а также путём проведения предусмотренных испытаний.
Выбрав методы контроля, следует дать их краткую характеристику и обоснование.
2.8.Техника безопасности при выполнении сборочных и сварочных работ
При сборке сварных конструкций следует соблюдать следующие требования:
o все обрабатываемые изделия должны устанавливаться и надёжно закрепляться в приспособлениях
o пользоваться только проверенным подъёмно-транспортным оборудованием
o при работе совместно с электросварщиками нужно пользоваться очками или маской с тёмными стёклами
o при заточке инструмента на наждаке без защитного экрана и при работе со шлифовальной машиной работать в очках с прозрачными стёклами
При сварочных работах следует руководствоваться следующими требованиями:
o работа должна производиться только со щитком или маской, закрывающей все части лица работающего и снабжённой необходимым светозащитным стеклом
o спецодежда должна удовлетворять установленным нормам
o для защиты окружающих от действия электрической дуги рабочее место электросварщика должно быть ограждено
o присоединение проводов к свариваемому изделию, электрододержателю и сварочным установкам должно быть плотным и прочным
o при сварочных токах, превышающих 600 А, токоведущий провод должен присоединяться к электрододержателю, минуя его рукоятку
o рукоятка электрододержателя должна быть изготовлена из диэлектрического и теплоизолирующего материала
o для защиты от флюсовой пыли, выделяющейся при сварке, используются флюсоотсосы, а рабочее место обеспечивается вентиляцией
o горелки для сварки в углекислом газе не должны иметь открытых токоведущих частей, а рукоятки должны быть покрыты диэлектрическим теплоизолирующим материалом
o в случае появления искрения между корпусом горелки и деталью сварка должна быть прекращена до устранения неполадок
o газовые и водяные коммуникации должны быть герметичными и не иметь утечек газа или воды
Основными мерами защиты от пожара являются: наличие исправной электропроводки, сварочных проводов и других источников, отсутствие при работе на участке легковоспламеняющихся веществ, соблюдение всех требований противопожарных правил всеми работающими на участке.
СПИСОК ЛИТЕРАТУРЫ
1. Куркин С.А. , Николаев Г.А. Сварные конструкции – М: Высшая школа, 1991
2. Рыжков Н.И. Производство сварных конструкций в тяжёлом машиностроении – М: 1980
3. Думов С.И. Технология электрической сварки плавлением – Л: Машиностроение. Ленинградское отделение, 1987
4. Сварка в машиностроении. Справочник под ред. В.А. Винокурова – М, 1978
5. Гитлевич А.Д., Этингоф Л.А. Механизация и автоматизация сварочного производства – М: Машиностроение, 1979
6. Маслов Б.Г., Выборнов А.П. Производство сварных конструкций – М: Академия, 2008
ПРИЛОЖЕНИЕ
⇐ Предыдущая3Следующая ⇒
Основные критерии расчёта
Согласно техническому регламенту, при определении точных фактических данных, рекомендуется учитывать следующие факторы, влияющие на результат расчета площади поперечного сечения сварного шва углового соединения:
- Диаметр электрода. Рекомендуемый параметр диаметра колеблется от 1,6 до 10мм, при этом толщина свариваемых узлов в диапазоне 1,5- 24 мм.
- Площадь сечения. В этом случае используем для расчёта формулу F1 = 0,75 е · g , мм2(односторонний стыковочный шов); (F1 + F2) = 0,75 е · g + S · в, мм2- если имеются технологические зазоры. Для разделки и подварки рабочего корня шва используем формулу для вычисления F = F1 + F2 + F3 + 2F4.
- Глубина проплавления. Данный параметр имеет множество дополнительных параметров, которые отвечают на вопрос как рассчитывают сечение сварного углового шва, но основная формула вычисления выглядит следующим образом- h = (S – c), мм.
- Определение сварочного тока. Для этого параметра также используется собственная рабочая формула, которая выглядит так- Iсв = Fэл · j = (π · dэл2 / 4) · j , А. Значения формулы, π=3,14; j – допустимая по основным параметрам плотность рабочего тока, А/мм2;Fэл – вычислительный показатель площади поперечного сечения рекомендуемого электрода, мм2; dэл – известный для работы диаметр электрода, мм. Существует определенная таблица базы данных для вычислений.
Расчет наплавленного металла при сварке
Наплавленным металлом называется присадочный материал, который наплавляется на основной материал или вводится в ванну. Этот термин применяется при использовании термических видов сварочного оборудования в промышленности. Для автоматических и полуавтоматических аппаратов приобретается проволока различных видов, различающаяся по конструкции стержня и составу, наличию/отсутствию легирующих компонентов.
Существует 3 группы стальной проволоки:
- с большим объемом легирующих составляющих;
- с минимальным объемом легирующих составляющих;
- с углеродом, титаном, хромом, никелем, кремнием, марганцем.
Каждая группа, исходя из состава, делится на множество подгрупп.
По конструкции стальная проволока может быть:
- сплошная;
- порошковая (в виде трубки);
- активированная (5-7% порошка в виде фитилей в сплошной конструкции).
Доступны алюминиевые и медные проволоки, порошковые присадки. Для каждого метода сварки предусмотрен свой вид присадки и нормы ее расхода, которые разработаны, базируясь на многолетний опыт.
Расчет массы наплавленного металла чаще всего применяется при определении времени, необходимого для осуществления какого-то объема работы: изготовления изделия, создания метра сварного соединения. Хотя удобнее всего выражать время в минутах, необходимых для создания метра шва, иногда используются минуты для наплавления килограмма присадки.