Отжиг – одна из основных операций термообработки, предназначенная для получения определенных свойств стали. Она может служить промежуточным этапом или выполнять функции окончательного технологического процесса. Цели, достигаемые с помощью различных видов отжига: снизить твердость, получить однородную структуру, удобную для последующих операций мехобработки, снять внутренние напряжения. В зависимости от температуры нагрева, времени и условий выдержки различают два основных типа отжига –I иII рода, которые, в свою очередь, подразделяются на подвиды.
Отжиг сталей первого рода – назначение, виды, температуры нагрева
В зависимости от температур нагрева и начального состояния сплава при различных видах отжига I рода протекают процессы гомогенизации, рекристаллизации, устранения остаточных напряжений, уменьшения твердости. Все эти процессы проходят в случаях нагрева сплавов и выше, и ниже температур, при которых осуществляются фазовые трансформации. Основные цели, достигаемые с помощью этого вида термической обработки, – ликвидация химической и физической неоднородности, возникающей после сварки, резки, обработки давлением, закалки.
Гомогенизационный (диффузионный) отжиг
Этот вид термообработки применяется для слитков из легированных марок. Он позволяет снизить дендритную или внутрикристаллитную неоднородность, повышающую склонность металла при обработке давлением к негативным явлениям, среди которых:
- хрупкий излом;
- неравномерность свойств в различных направлениях;
- слоистый излом;
- трещинообразование;
- снижение пластичности и вязкости.
Режим диффузионного процесса:
- нагрев до высоких температур (до +1200°C), при которых характеристики структуры сплава выравниваются по всем направлениям;
- выдержка – 15-20 часов;
- быстрое охлаждение заготовки до 800-820°C, а затем более медленное на воздухе.
В результате гомогенизационного термического процесса получают крупное зерно, которое измельчают дальнейшей обработкой давлением или термической обработкой.
Рекристаллизационный отжиг стали
Этот вид термообработки используется для стальных заготовок или полуфабрикатов после холодного деформирования или между такими операциями. Он заключается в нагреве до температур, превышающих температуры рекристаллизационных процессов, выдержке и охлаждении. Температура операции определяется содержанием углерода в сплаве:
- 0,08-0,2% C–+680…700°C. Такие стали подвергают штамповке, прокатке, волочению.
- Высокоуглеродистая легированная сталь – +680…740°C. Обычно это калиброванные прутки из хромсодержащих безникелевых и хромоникелевых марок. Выдержка – 0,5-1,5 ч.
Для снятия напряжений
Этот вид термообработки применяют для отливок, сварных изделий, заготовок после резки, в которых появляются остаточные напряжения в результате неоднородного охлаждения и пластических деформаций. Остаточные напряжения провоцируют целый ряд негативных последствий, среди которых – изменение размерных параметров и деформационные процессы во время хранения, транспортировки и эксплуатации изделий.
Операция для снятия напряжений осуществляется в следующих температурных интервалах:
- Ходовые винты, зубчатые колеса, червяки: +570-600°C, выдержка 2-3 часа после основной механообработки, +160…+180°C, выдержка 2-2,5 часа после финишных мероприятий, проводимых для снятия напряжений после шлифовки.
- Обработка для снятия сварных напряжений: +650-700°C.
Остаточные напряжения снижаются и при рекристаллизационном отжиге, при котором осуществляются фазовые трансформации.
Отжиг для снятия остаточных напряжений
Применяется для отливок, сварных соединений, деталей после обработки резанием и др., в которых в процессе предшествующих технологических операций из-за неравномерного охлаждения, неоднородной пластической деформации и т.п. возникли остаточные напряжения. Они могут вызвать изменение размеров, коробление и появление трещин в деталях при их обработке, эксплуатации и хранении. Отжиг проводится при температуре 160…700 0С с последующим медленным охлаждением.
После основной механической обработки детали высокой точности изготовления (ходовые винты, высоконапряженные зубчатые колеса, червяки и др.) подвергаются отжигу при 570…600 0С в течение 2…3 часов, а после окончательной механической обработки для снятия шлифовочных напряжений при температуре 160…180 0С 2…2,5 часа. Отжиг для снятия сварочных напряжений проводится при 650…700 0С.
Отжиг II рода > Дальше >
Отжиг II рода – процессы с фазовой перекристаллизацией
Отжиг II рода осуществляется только при температурах, лежащих выше порога начала фазовых трансформаций. Разновидности – полный, изотермический, неполный.
Полный
Полный отжиг заключается в нагреве выше критической температуры А3 (окончания перекристаллизации), выдержке до полного завершения фазовых трансформаций и медленном охлаждении. При нагреве до температур, превышающих на 30-50°Cточку А3, сталь после полного отжига приобретает однофазную аустенитную структуру с измельченным зерном, обеспечивающую повышенную вязкость и пластичность. При более высоких температурах аустенитное зерно увеличивается в размере, что снижает характеристики полуфабриката.
Температура нагрева и время выдержки в высокотемпературных условиях определяются типом заготовок, способом их укладки в печь, высотой садки. Для защиты стали от окисления и обезуглероживания отжиг проводится в защитных атмосферах.
Скорость охлаждения определяется химсоставом стали. Чем большую устойчивость переохлажденного перлита проявляет металл, тем медленнее его необходимо охлаждать. Поэтому углеродистые стали охлаждают со скоростью 100-150 градусов в час, а легированные стали значительно медленнее – со скоростью 40-60 градусов в час. После распада аустенита в ферритной области охлаждение может быть более интенсивным. Его можно реализовать даже на воздухе. Если цель этого вида т/о – снятие напряжений в деталях сложной конфигурации, то медленное охлаждение в печи осуществляют до достижения нормальных температур.
Полный отжиг обычно применяется для сортового проката, фасонных отливок, поковок из среднеуглеродистых сталей.
Изотермический отжиг
При этом виде термообработки нагрев осуществляется, как и для полного отжига. Отличие процесса – быстрое охлаждение до температур, расположенных ниже критической точки А1, обычно – это +660…680°C. При температуре, до которой сталь была быстро охлаждена, осуществляется изотермическая выдержка – до 6 часов, во время которой происходит полный распад аустенитной структуры. На следующем этапе полуфабрикаты охлаждаются на воздухе.
Плюс изотермического процесса по сравнению с полным – сокращение периода операции. Особенно это актуально для легированных марок. Еще одно преимущество – получение максимально однородной структуры по всему сечению заготовки. Заготовки, которые планируется обрабатывать резанием, отжигают при температурах 930-950°C, обеспечивающих небольшое укрупнение зерна и улучшение обработки режущим инструментом.
Чаще всего изотермическому отжигу подвергают: поковки и сортовой прокат небольших размеров, изготовленный из легированных марок. Для больших садок (от 20 т) изотермический отжиг не применяют, поскольку на отдельных участках садки превращения осуществляются при разных температурных условиях.
Для пружинной среднеуглеродистой стали с содержанием углерода 0,6-0,9% C применяют специализированную изотермическую обработку, называемую патентированием. Этот процесс служит для подготовки проволоки к многостадийному обжатию во время холодного волочения.
Первый этап – нагрев заготовок до температур, при которых осуществляется полная аустенизация структуры (примерно +900°C),второй – погружение в соли с температурами в интервале+450…+600°C.
Образовавшиеся после такой обработки структуры сорбита или тонкопластинчатого троостита обеспечивает:
- возможность значительных обжатий при протяжке;
- отсутствие обрывов при холодных деформациях;
- высокую прочность после финишного волочения.
Неполный отжиг
При неполном отжиге металлоизделия нагревают немного выше критической температуры А1.Этот вид термообработки улучшает обработку резанием полуфабрикатов из заэвтектоидных (с содержанием углерода более 0,8%)легированных и углеродистых сталей.
Этапы неполного отжига в заэвтектоидных сталях:
- Нагрев до температур выше точки А1на 10-30°C (обычно +750…770°C). Обеспечивает практически полную рекристаллизацию структуры. Во время этого процесса пластинчатый феррит приобретает сфероидальную форму. Поэтому такую операцию часто называют сфероидизацией.
- Охлаждение до 600°C со скоростью до 60°C/час. Чем больше легирующих добавок в стали, тем медленнее должно быть охлаждение.
- Остывание на воздухе от +600°C до нормальной температуры.
Нормализационный отжиг
Нормализация (нормализационный отжиг) считается промежуточным процессом между закалкой и отжигом, поскольку позволяет получать меньшую хрупкость металла, чем при закалке, и большую твердость, чем при других разновидностях отжига. Поэтому нормализация – процесс, широко распространенный для изготовления деталей машиностроения.
Нормализацию часто выполняют с прокатного нагрева. Температуры нагрева:
- доэвтектоидные стали – до температур, превышающих А3 на 40-50°C;
- заэвтектоидные стали – на 40-50°C выше точки Аm.
Далее осуществляют непродолжительную выдержку, во время которой завершаются фазовые превращения, охлаждение – на воздухе.
Нормализация сопровождается полной перекристаллизацией, измельчением структуры, образовавшейся после литья, ковки, прокатки, штамповки. Для низкоуглеродистых сталей нормализация востребована вместо отжига с целью получения повышенной твердости, улучшения производительности при обработке резанием, качества поверхности. Для некоторых легированных марок нормализация с охлаждением на воздухе заменяет процесс закалки. Нагрев для нормализации сортового горячекатаного проката часто осуществляется токами высокой частоты.
Отжиг I-го и II-го рода.
Отжиг 1 рода – возможен для любых Ме и сплавов.Его проведение не обусловлено фазовыми превращениями в тв сост-ии. Нагрев, при отжиге первого рода, повышая подвижность атомов, частично или полностью устраняет хим неоднородность, уменьшает внутрнапряжения.Основное значение имеет t нагрева и время выдержки. Характерным яв-ся медленное охлаждение
1. Дифф-ый (гомогенизирующий) отжиг
. Примен-ся для устранения ликвации (неоднор-ть хим состава по V), выравнивания хим состава сплава. В его основе – диффузия. В рез-те нагрева выравн-ся состав, раств-ся избыточные карбиды. Примен-ся, для легир-ых сталей. Т нагрева зависит от t плавления,
ТН = 0,8 Тпл
. Продолж-сть выдержки: 8-20часов.
2. Рекристаллизационный отжиг
провод-ся для снятия напряжений после холодной пласт-ой деф-ции. Т нагрева связана с t плавления:
ТН = 0,4 Тпл
. Продолж-сть зависит от габаритов изделия.
3. Отжиг для снятия напряжений после горячей обработки (литья, сварки, обработки резанием, когда требуется высокая точность размеров). Т нагрева выбирается в зависимости от назначения, наход-я в широком диапазоне: ТН = 160……700oС.
Продолж-сть зависит от габаритов изделия.Детали прецизионных станков (ходовые винты, высоконагруженные зубчатые колеса, червяки) отжигают после основной мехобработки при t
570…600oС
в течение
2-3
часов, а после окончательной мех обработки, для снятия шлифовочных напряжений – при t
160…180oС
в течение
2-2,5
часов.
Отжиг 2 рода— для изменения фазового состава.Т нагрева и время выдержки обеспечивают нужные структ-ые превращения. Скорость охлаждения должна быть такой, чтобы успели произойти обратные дифф-ые фазовые превращения.Яв-ся подготовительной операцией, кот-ой подвергают отливки, поковки, прокат. Отжиг снижает твердость и прочность, улучшает обрабат-ть резанием средне- и высокоуглеродистых сталей. Измельчая зерно, снижая внутренние напряженияи уменьшая структурную неоднородность способствует повышению пласт-ти и вязкости.В зав-ти от t нагрева различают отжиг:1. полный,
с t нагрева на
30…50 oС
выше критической t
А3
Проводится для доэвтектоидных сталей для исправления стр-ры.При такой t нагрева A получается мелкозернистый, и после охлаждения сталь имеет также мелкозернистую структуру.
2. неполный,
с t нагрева на
30…50oС
выше критической t А1
Применяется для заэвтектоидных сталей. При таком нагреве в структуре сохраняется Ц2, в рез-те отжига Ц приобретает сферическую форму (сфероидизация). Получению зернистого Ц способ-ет предш-ющая отжигу горячая пласт-ая деф-ция, при кот-ой дробится Ц-ая сетка.Стр-ра с зернистым Ц лучше обрабат-ся и имеют лучшую стр-ру после закалки. Неполный отжиг яв-ся обязательным для инструме-ых сталей.Иногда неполный отжиг применяют для доэвтектоидных сталей, если не треб-ся исправление стр-ры (сталь мелкозернистая), а необходимо только понизить твердость для улучшения обрабат-ти резанием.
3. циклический или маятниковый отжиг
применяют, если после проведения неполного отжига Ц остается пластинчатым. В этом случае после нагрева выше t А1следует охлаждение до
680 oС
, затем снова нагрев до
750…760
)
o
С и охлаждение. В рез-те получают зернистый Ц.
4. изотермический отжиг –
после нагрева до требуемой t, изделие быстро охлаждают до t на
50…100oС
ниже критич-ой t
А1
и выдерживают до полного превращения А в П, затем охлаждают на спокойном воздухе. Т изотермической выдержки близка к t мин-ой устойчивостиA.В рез-е получают более однородную стр-ру, т.к превращение происходит при одинаковой степени переохлаждения. Применяют для легированных сталей.
5. Нормализация.
– разновидность отжига.ТО, при кот-ой изделие нагревают до аустенитного состояния, на
30…50 oС
выше
А3
или
Аст
с последующим охлаждением на воздухе.
илиВ рез-те норм-ции получают более тонкое строение эвтектоида (тонкий П или сорбит), умень-ся внутр напряжения, устраняются пороки, полученные в пр-ссе предшествующей обработки. Твердость и прочность выше чем после отжига.В заэвтектоидных сталях норм-ция устраняет грубую сетку Ц2.Для низкоуглеродистых сталей норм-цию применяют вместо отжига.Для среднеуглеродистых норм-цию или норм-цию с высоким отпуском применяют вместо закалки с высоким отпуском. В этом случае мех св-ва ниже, но изделие подвергается меньшей деф-ции, исключаются трещины.
Отжиг 1 рода – возможен для любых Ме и сплавов.Его проведение не обусловлено фазовыми превращениями в тв сост-ии. Нагрев, при отжиге первого рода, повышая подвижность атомов, частично или полностью устраняет хим неоднородность, уменьшает внутрнапряжения.Основное значение имеет t нагрева и время выдержки. Характерным яв-ся медленное охлаждение
1. Дифф-ый (гомогенизирующий) отжиг
. Примен-ся для устранения ликвации (неоднор-ть хим состава по V), выравнивания хим состава сплава. В его основе – диффузия. В рез-те нагрева выравн-ся состав, раств-ся избыточные карбиды. Примен-ся, для легир-ых сталей. Т нагрева зависит от t плавления,
ТН = 0,8 Тпл
. Продолж-сть выдержки: 8-20часов.
2. Рекристаллизационный отжиг
провод-ся для снятия напряжений после холодной пласт-ой деф-ции. Т нагрева связана с t плавления:
ТН = 0,4 Тпл
. Продолж-сть зависит от габаритов изделия.
3. Отжиг для снятия напряжений после горячей обработки (литья, сварки, обработки резанием, когда требуется высокая точность размеров). Т нагрева выбирается в зависимости от назначения, наход-я в широком диапазоне: ТН = 160……700oС.
Продолж-сть зависит от габаритов изделия.Детали прецизионных станков (ходовые винты, высоконагруженные зубчатые колеса, червяки) отжигают после основной мехобработки при t
570…600oС
в течение
2-3
часов, а после окончательной мех обработки, для снятия шлифовочных напряжений – при t
160…180oС
в течение
2-2,5
часов.
Отжиг 2 рода— для изменения фазового состава.Т нагрева и время выдержки обеспечивают нужные структ-ые превращения. Скорость охлаждения должна быть такой, чтобы успели произойти обратные дифф-ые фазовые превращения.Яв-ся подготовительной операцией, кот-ой подвергают отливки, поковки, прокат. Отжиг снижает твердость и прочность, улучшает обрабат-ть резанием средне- и высокоуглеродистых сталей. Измельчая зерно, снижая внутренние напряженияи уменьшая структурную неоднородность способствует повышению пласт-ти и вязкости.В зав-ти от t нагрева различают отжиг:1. полный,
с t нагрева на
30…50 oС
выше критической t
А3
Проводится для доэвтектоидных сталей для исправления стр-ры.При такой t нагрева A получается мелкозернистый, и после охлаждения сталь имеет также мелкозернистую структуру.
2. неполный,
с t нагрева на
30…50oС
выше критической t А1
Применяется для заэвтектоидных сталей. При таком нагреве в структуре сохраняется Ц2, в рез-те отжига Ц приобретает сферическую форму (сфероидизация). Получению зернистого Ц способ-ет предш-ющая отжигу горячая пласт-ая деф-ция, при кот-ой дробится Ц-ая сетка.Стр-ра с зернистым Ц лучше обрабат-ся и имеют лучшую стр-ру после закалки. Неполный отжиг яв-ся обязательным для инструме-ых сталей.Иногда неполный отжиг применяют для доэвтектоидных сталей, если не треб-ся исправление стр-ры (сталь мелкозернистая), а необходимо только понизить твердость для улучшения обрабат-ти резанием.
3. циклический или маятниковый отжиг
применяют, если после проведения неполного отжига Ц остается пластинчатым. В этом случае после нагрева выше t А1следует охлаждение до
680 oС
, затем снова нагрев до
750…760
)
o
С и охлаждение. В рез-те получают зернистый Ц.
4. изотермический отжиг –
после нагрева до требуемой t, изделие быстро охлаждают до t на
50…100oС
ниже критич-ой t
А1
и выдерживают до полного превращения А в П, затем охлаждают на спокойном воздухе. Т изотермической выдержки близка к t мин-ой устойчивостиA.В рез-е получают более однородную стр-ру, т.к превращение происходит при одинаковой степени переохлаждения. Применяют для легированных сталей.
5. Нормализация.
– разновидность отжига.ТО, при кот-ой изделие нагревают до аустенитного состояния, на
30…50 oС
выше
А3
или
Аст
с последующим охлаждением на воздухе.
илиВ рез-те норм-ции получают более тонкое строение эвтектоида (тонкий П или сорбит), умень-ся внутр напряжения, устраняются пороки, полученные в пр-ссе предшествующей обработки. Твердость и прочность выше чем после отжига.В заэвтектоидных сталях норм-ция устраняет грубую сетку Ц2.Для низкоуглеродистых сталей норм-цию применяют вместо отжига.Для среднеуглеродистых норм-цию или норм-цию с высоким отпуском применяют вместо закалки с высоким отпуском. В этом случае мех св-ва ниже, но изделие подвергается меньшей деф-ции, исключаются трещины.
Отжиг на зернистый перлит
Для получения структуры зернистого перлита осуществляется маятниковый отжиг, после которого эвтектоидные и заэвтектоидные стали обеспечивают хорошую обрабатываемость резанием, повышается cкорость процесса резания и улучшается качество поверхности. Этот вид т/о подходит для тонких листов перед холодной штамповкой и прутков перед холодным волочением. Результат – улучшение пластических свойств.
Режим маятникового отжига состоит из нескольких циклов нагрева выше критической точки А3 с медленным охлаждением до +670…+700°C. Три таких цикла позволяют получить структуру со 100% зернистого перлита. Финальное охлаждение – на воздухе.
Гомогенизационный отжиг
Гомогенизационный отжиг применяют для слитков и отливок, в которых в реальных условиях кристаллизации сформировалась химически неоднородная структура, включая дендритную ликвацию и наличие неравновесных эвтектик или других структурных составляющих (см. лекцию 3).
Целью гомогенизационного отжига является устранение химических неоднородностей в структуре и на этой основе повышение пластичности материала отливок, улучшение технологичности слитков при обработке давлением, повышение однородности структуры готовых изделий и улучшение комплекса их свойств.
Температура
нагрева при гомогенизационном отжиге должна быть предельно высокой, близкой к температуре плавления. Это позволит предельно сократить длительность выдержки. Однако верхний предел температурного режима отжига ограничивается развитием возможных нежелательных явлений, таких как чрезмерный рост размера зерна (
перегрев
) или оплавление границ зерен, обогащенных примесями, что сопровождается насыщением газами, образованием газовой и усадочной пористости, окислением и возникновением трещин (
пережог
).
Практика показывает, что в большинстве случаев температура отжига может быть предварительно определена как (0,90 — 0,95) от температуры плавления в Кельвинах. Затем для каждого конкретного сплава она уточняется на основе проводимых исследований структуры и свойств заготовок и готовых изделий. Оптимальной считается температура, которая при минимальных затратах (небольшой длительности отжига), обеспечивает достаточную технологичность материала заготовки при обработке давлением (прессовании, прокатке и др.) и заданный уровень свойств готовых изделий.
Длительность выдержки
при гомогенизационном отжиге зависит от типа сплава, технологии его получения, размеров заготовок и величины садки в нагревательном устройстве (печи). Она складывается из длительности прогрева изделия по толщине либо времени прогрева по сечению крупной садки; времени, необходимого для растворения неравновесных структурных составляющих в структуре сплава; и, наконец, времени, требуемого для устранения дендритной ликвации.
Длительность прогрева
определяется теплотехническими расчетами на основе решения дифференциальных уравнений теплопроводности либо экспериментальными методами путем термометрирования садки в печи.
Время, необходимое для растворения неравновесных структурных составляющих
, можно определить эмпирическим выражением
t = a× m b
,
где а
и
b
— константы для конкретного сплава и технологии его производства;
m
— толщина растворяющихся частиц неравновесных структурных составляющих. Значение величины
а
во многом определяется размером обрабатываемых заготовок и изделий, а значение показателя степени
b
— устойчивостью неравновесных фаз и диффузионными характеристиками системы. Для алюминиевых сплавов, например, величина
b
колеблется от 1,2 до 2,5, при средних значениях, равных 2, что свидетельствует о преимущественно диффузионной кинетике растворения неравновесных структурных составляющих в таких сплавах.
Третья
составляющая длительности выдержки при гомогенизационном отжиге определяется временем, затрачиваемым
на гомогенизацию твердого раствора
, характеризующегося в исходном состоянии либо после окончания растворения неравновесной структурной составляющей химической неоднородностью по сечению каждого зерна (внутрикристаллитной или дендритной ликвацией).
Скорость нагрева и скорость охлаждения —
дополнительные технологические параметры гомогенизационного отжига. Слитки и фасонные отливки, особенно сложной формы, следует нагревать медленно, обычно вместе с печью — во избежание возникновения термических напряжений, которые могут привести к образованию трещин или короблению изделий.
По этой же причине и охлаждение часто проводят медленно (вместе с печью). При назначении режимов охлаждения наибольшее значение уделяют учету развивающихся при охлаждении фазовых превращений. При этом применяют такие способы и скорости охлаждения, при которых в результате развития фазовых превращений дополнительно повышается пластичность сплавов. Например, после отжига стальных слитков охлаждение, как правило, проводят медленное (вместе с печью) со скоростью от нескольких градусов до нескольких десятков градусов в час. Образующиеся при этом перлитные структуры характеризуются достаточно грубопластинчатым строением с низкими прочностными, но высокими пластическими характеристиками.
Наоборот, слитки из термически упрочняемых алюминиевых сплавов после гомогенизационного отжига рекомендуется охлаждать ускоренно (например, на воздухе), за счет чего предотвращается выделение по границам зерен твердого раствора вторичных выделений обычно хрупких фазовых составляющих.
Отливки из литейных алюминиевых сплавов после продолжительной гомогенизирующей выдержки охлаждают очень быстро — в воде, что полностью предотвращает выделение избыточной фазы. Кроме того, такое сочетание гомогенизационного отжига и быстрого “закалочного” охлаждения исключает необходимость нового нагрева под закалку, сокращая общую длительность цикла получения отливок.
Иногда применяют посадку в печь для отжига горячих слитков, не до конца охлажденных в кристаллизаторе или изложнице, подачу слитков из печи отжига на операцию горячей прокатки, исключая операции охлаждения после отжига слитков и их нового нагрева под обработку давлением. Это уменьшает общую продолжительность отжига и повышает суммарную экономичность процессов получения изделий.
Легированные стали, содержащие
хром, молибден, ванадий, вольфрам, титан и др., отжигают при температурах 1050 — 1250°С в крупных садках с выдержкой от 8 до 20 ч. Нагрев и охлаждение очень медленные (до 10 — 20°/ч). Общая длительность цикла достигает 160 — 180 ч.
Алюминиевые сплавы
отжигают при температурах от 440 до 640 °С в зависимости от химического состава сплавов. Преимущественно эта температура на 5 — 40 °С ниже температуры неравновесного солидуса конкретного сплава. Так, для дуралюминов Д1 и Д16, температуры неравновесного солидуса которых равны 509 и 508 °С, интервалы температур гомогенизационного отжига соответственно составляют: 470 — 500 °С и 470 — 495 °С. Для высокопрочного сплава В95 с температурой неравновесного солидуса 475 °С температура отжига 440 — 470 °С. Для сплава системы алюминий — магний марки АМг6, имеющего температуру неравновесного солидуса 460 °С, температура отжига очень близка к солидусу- 450 — 460 °С. Для малолегированного сплава АМц соответственно 650 и 600 — 640 °С. Длительность выдержки при отжиге от нескольких часов до нескольких десятков часов. Для сплавов типа дуралюмин это время от 8 до 36 ч, для сплавов систем Al — Mg до 48 ч.
Охлаждение слитков или слитковых заготовок из алюминиевых сплавов обычно ведут на воздухе. При использовании печей непрерывного действия слитковые заготовки подают непосредственно к прокатным станам для горячей пластической деформации подстуженными с температуры отжига до температуры деформации. Отливки из алюминиевых сплавов охлаждают после гомогенизации в воде, совмещая отжиг с закалкой.
Магниевые сплавы
гомогенизируют при температурах 390 — 415 °С. Время выдержки 18 — 24 ч. Как и для алюминиевых сплавов, часто применяют совмещение гомогенизационного отжига с нагревом под обработку давлением (для слитков) и с закалкой (для отливок). Особенностью магниевых сплавов является их высокая химическая активность в контакте с кислородом воздуха, в связи с чем всегда существует опасность самовоспламенения. Поэтому нагрев слитков или отливок до температур отжига целесообразно вести в защитных средах, простейшей из которых является смесь воздуха с сернистым газом.
Как для алюминиевых, так и для магниевых сплавов иногда применяют высокотемпературную гомогенизацию (при температурах, на несколько градусов превышающих температуру неравновесного солидуса), что резко увеличивает степень гомогенизации слитков и отливок и не менее чем в 1,5 — 3 раза повышает пластичность сплавов.
Гомогенизационный отжиг применяют для слитков и отливок, в которых в реальных условиях кристаллизации сформировалась химически неоднородная структура, включая дендритную ликвацию и наличие неравновесных эвтектик или других структурных составляющих (см. лекцию 3).
Целью гомогенизационного отжига является устранение химических неоднородностей в структуре и на этой основе повышение пластичности материала отливок, улучшение технологичности слитков при обработке давлением, повышение однородности структуры готовых изделий и улучшение комплекса их свойств.
Температура
нагрева при гомогенизационном отжиге должна быть предельно высокой, близкой к температуре плавления. Это позволит предельно сократить длительность выдержки. Однако верхний предел температурного режима отжига ограничивается развитием возможных нежелательных явлений, таких как чрезмерный рост размера зерна (
перегрев
) или оплавление границ зерен, обогащенных примесями, что сопровождается насыщением газами, образованием газовой и усадочной пористости, окислением и возникновением трещин (
пережог
).
Практика показывает, что в большинстве случаев температура отжига может быть предварительно определена как (0,90 — 0,95) от температуры плавления в Кельвинах. Затем для каждого конкретного сплава она уточняется на основе проводимых исследований структуры и свойств заготовок и готовых изделий. Оптимальной считается температура, которая при минимальных затратах (небольшой длительности отжига), обеспечивает достаточную технологичность материала заготовки при обработке давлением (прессовании, прокатке и др.) и заданный уровень свойств готовых изделий.
Длительность выдержки
при гомогенизационном отжиге зависит от типа сплава, технологии его получения, размеров заготовок и величины садки в нагревательном устройстве (печи). Она складывается из длительности прогрева изделия по толщине либо времени прогрева по сечению крупной садки; времени, необходимого для растворения неравновесных структурных составляющих в структуре сплава; и, наконец, времени, требуемого для устранения дендритной ликвации.
Длительность прогрева
определяется теплотехническими расчетами на основе решения дифференциальных уравнений теплопроводности либо экспериментальными методами путем термометрирования садки в печи.
Время, необходимое для растворения неравновесных структурных составляющих
, можно определить эмпирическим выражением
t = a× m b
,
где а
и
b
— константы для конкретного сплава и технологии его производства;
m
— толщина растворяющихся частиц неравновесных структурных составляющих. Значение величины
а
во многом определяется размером обрабатываемых заготовок и изделий, а значение показателя степени
b
— устойчивостью неравновесных фаз и диффузионными характеристиками системы. Для алюминиевых сплавов, например, величина
b
колеблется от 1,2 до 2,5, при средних значениях, равных 2, что свидетельствует о преимущественно диффузионной кинетике растворения неравновесных структурных составляющих в таких сплавах.
Третья
составляющая длительности выдержки при гомогенизационном отжиге определяется временем, затрачиваемым
на гомогенизацию твердого раствора
, характеризующегося в исходном состоянии либо после окончания растворения неравновесной структурной составляющей химической неоднородностью по сечению каждого зерна (внутрикристаллитной или дендритной ликвацией).
Скорость нагрева и скорость охлаждения —
дополнительные технологические параметры гомогенизационного отжига. Слитки и фасонные отливки, особенно сложной формы, следует нагревать медленно, обычно вместе с печью — во избежание возникновения термических напряжений, которые могут привести к образованию трещин или короблению изделий.
По этой же причине и охлаждение часто проводят медленно (вместе с печью). При назначении режимов охлаждения наибольшее значение уделяют учету развивающихся при охлаждении фазовых превращений. При этом применяют такие способы и скорости охлаждения, при которых в результате развития фазовых превращений дополнительно повышается пластичность сплавов. Например, после отжига стальных слитков охлаждение, как правило, проводят медленное (вместе с печью) со скоростью от нескольких градусов до нескольких десятков градусов в час. Образующиеся при этом перлитные структуры характеризуются достаточно грубопластинчатым строением с низкими прочностными, но высокими пластическими характеристиками.
Наоборот, слитки из термически упрочняемых алюминиевых сплавов после гомогенизационного отжига рекомендуется охлаждать ускоренно (например, на воздухе), за счет чего предотвращается выделение по границам зерен твердого раствора вторичных выделений обычно хрупких фазовых составляющих.
Отливки из литейных алюминиевых сплавов после продолжительной гомогенизирующей выдержки охлаждают очень быстро — в воде, что полностью предотвращает выделение избыточной фазы. Кроме того, такое сочетание гомогенизационного отжига и быстрого “закалочного” охлаждения исключает необходимость нового нагрева под закалку, сокращая общую длительность цикла получения отливок.
Иногда применяют посадку в печь для отжига горячих слитков, не до конца охлажденных в кристаллизаторе или изложнице, подачу слитков из печи отжига на операцию горячей прокатки, исключая операции охлаждения после отжига слитков и их нового нагрева под обработку давлением. Это уменьшает общую продолжительность отжига и повышает суммарную экономичность процессов получения изделий.
Легированные стали, содержащие
хром, молибден, ванадий, вольфрам, титан и др., отжигают при температурах 1050 — 1250°С в крупных садках с выдержкой от 8 до 20 ч. Нагрев и охлаждение очень медленные (до 10 — 20°/ч). Общая длительность цикла достигает 160 — 180 ч.
Алюминиевые сплавы
отжигают при температурах от 440 до 640 °С в зависимости от химического состава сплавов. Преимущественно эта температура на 5 — 40 °С ниже температуры неравновесного солидуса конкретного сплава. Так, для дуралюминов Д1 и Д16, температуры неравновесного солидуса которых равны 509 и 508 °С, интервалы температур гомогенизационного отжига соответственно составляют: 470 — 500 °С и 470 — 495 °С. Для высокопрочного сплава В95 с температурой неравновесного солидуса 475 °С температура отжига 440 — 470 °С. Для сплава системы алюминий — магний марки АМг6, имеющего температуру неравновесного солидуса 460 °С, температура отжига очень близка к солидусу- 450 — 460 °С. Для малолегированного сплава АМц соответственно 650 и 600 — 640 °С. Длительность выдержки при отжиге от нескольких часов до нескольких десятков часов. Для сплавов типа дуралюмин это время от 8 до 36 ч, для сплавов систем Al — Mg до 48 ч.
Охлаждение слитков или слитковых заготовок из алюминиевых сплавов обычно ведут на воздухе. При использовании печей непрерывного действия слитковые заготовки подают непосредственно к прокатным станам для горячей пластической деформации подстуженными с температуры отжига до температуры деформации. Отливки из алюминиевых сплавов охлаждают после гомогенизации в воде, совмещая отжиг с закалкой.
Магниевые сплавы
гомогенизируют при температурах 390 — 415 °С. Время выдержки 18 — 24 ч. Как и для алюминиевых сплавов, часто применяют совмещение гомогенизационного отжига с нагревом под обработку давлением (для слитков) и с закалкой (для отливок). Особенностью магниевых сплавов является их высокая химическая активность в контакте с кислородом воздуха, в связи с чем всегда существует опасность самовоспламенения. Поэтому нагрев слитков или отливок до температур отжига целесообразно вести в защитных средах, простейшей из которых является смесь воздуха с сернистым газом.
Как для алюминиевых, так и для магниевых сплавов иногда применяют высокотемпературную гомогенизацию (при температурах, на несколько градусов превышающих температуру неравновесного солидуса), что резко увеличивает степень гомогенизации слитков и отливок и не менее чем в 1,5 — 3 раза повышает пластичность сплавов.
Ниже приведены источники, использованные при составлении конспекта по теме «Отжиг»
Лекции по курсу «Материаловедение». Лекция 13. Основы теории термической обработки стали (продолжение). Технологические особенности и возможности отжига и нормализации.
Отжиг, снижая твердость и повышая пластичность и вязкость за счет получения равновесной мелкозернистой структуры, позволяет: — улучшить обрабатываемость заготовок давлением и резанием; — исправить структуру сварных швов, перегретой при обработке давлением и литье стали; — подготовить структуру к дальнейшей термической обработке.
Характерно медленное охлаждение со скоростью 30…100°С/ч.
Отжиг первого рода
1. Диффузионный (гомогенезирующий). Применяется для устранения ликвации, выравнивания химического состава. В его основе – диффузия. В результате нагрева выравнивается состав, растворяются избыточные карбиды. Применяется, в основном, для легированных сталей.
2. Рекристаллизационный отжиг проводится для снятия напряжений после холодной пластической деформации. Продолжительность зависит от габаритов изделия.
3. Отжиг для снятия напряжений после горячей обработки (литья, сварки, обработки резанием, когда требуется высокая точность размеров). Температура нагрева выбирается в зависимости от назначения, находится в широком диапазоне: Т=160…700°С. Продолжительность зависти от габаритов изделия.
Отжиг второго рода
Предназначен для изменения фазового состава.
Является подготовительной операцией, которой подвергают отливки, поковки, прокат. Отжиг снижает твердость и прочность, улучшает обрабатываемость резанием средне- и высокоуглеродистых сталей.
В зависимости от температуры нагрева различают отжиг: 1. полный, с температурой нагрева на 30…50°С выше критической температуры А3. Тк=А3+(30…50)°С
Проводится для доэвтектоидных сталей для исправления структуры.
При такой температуре нагрева аустенит получается мелкозернистый, и после охлаждения сталь имеет такую же мелкозернистую структуру.
Нормализация – разновидность отжига.
Термическая обработка, при которой изделие нагревают до аустенитного состояния, на 30…50°С выше А3 или АСТ с последующим охлаждением на воздухе. Тк=А3+(30…50)°С Или Тк=АСТ+(30…50)°С
Нормализацию чаще применяют как промежуточную операцию, улучшающую структуру.
Для низкоуглеродистых сталей нормализацию применяют вместо отжига. Для среднеуглеродистых сталей нормализацию или нормализацию с высоким отпуском применяют вместо закалки с высоким отпуском. В этом случае механические свойства несколько ниже, но изделие подвергается меньшей деформации, исключаются трещины.
2. неполный, с температурой нагрева на 30…50°С выше критической температуры А1. Тк=А1+(30…50)°С
Применяется для заэвтектоидный сталей.
Неполный отжиг является обязательным для инструментальных сталей.
Богодухов С.И., Гребенюк В.Ф., Синюхин А.В. Курс материаловедения в вопросах и ответах: учебное пособие. 2-е изд., испр. и доп.. – М.: Издательство “Машиностроение”, 2005. – 288 с.
Отжиг состоит в нагреве металла, выдержке и последующем медленном охлаждении (вместе с печью). Отжиг приближает металл к равновесию.
Отжиг первого рода проводят для получения более равновесной, чем исходная, структуры, не связывая эту цель с наличием или отсутствием фазовой перекристаллизации. Примерами отжига первого рода являются рекристаллизационный отжиг, диффузионный отжиг.
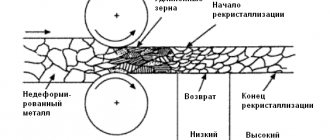
При рекристаллизационном отжиге деформационной упрочненный металл нагревают несколько выше температурного порога рекристаллизации. В результате отжига материал приобретает такие же механические свойства, какие он имел до деформации.
Диффузионный (гомогенизирующий) отжиг проводят при нагреве до высоких температур (применительно к сталям – значительно выше Ас3 или Аст), предполагающих интенсивную диффузию атомов. Такому отжигу подвергают, например, отливки для устранения дендритной ликвации (гомогенизации сплава). При отжиге второго рода непременно протекает, хотя бы частичная, фазовая перекристаллизация. К отжигу второго рода относятся неполный отжиг, полный отжиг.
При неполном отжиге нагрев ведут до температуры Ас1 (ниже Ас3 или Аст). Происходит частичная перекристаллизация сплава (меняется перлитная соствляющая). Чаще неполный отжиг применяют для заэвтектоидных сталей (сфероидизирующий отжиг).
При полном отжиге сталь нагревают до Ас3 или Аст. Происходит полная перекристаллизация сплава.
Если при полной закалке (полном отжиге) охлаждение нагретой заготовки ведут на спокойном воздухе, то такая термическая обработка называется нормализацией.