Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П
.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)
).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Описание электрооборудования станка EMU-200
Данные сети питания:
- Напряжение сети 380 В, 50 Гц
- Максимальная рабочая сила тока 5 А
- Максимальная пусковая сила тока 20 А
- Номинальная сила тока главного плавкого предохранителя /тугоплавкового/ 10 А
Описание работы электрооборудования
Для облегчения обозрения соединений на рис. 5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Включенное положение вводного выключателя показывается красной сигнальной лампой. Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Пуск двигателя привода, а также реверсирование осуществляются при помощи реверсивного переключателя FJ. Для пуска насосов охлаждающей жидкости служит выключатель PSZ.
При исчезновении напряжения двигателя запускаются снова только в том случае, если переключатель FJ и выключатель PSZ были предварительно установлены в положение “О”.
Работа, станка и органы обслуживания
Со включением электродвигателя запускается также и шпиндель. Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Допустимое число реверсов шпинделя нижеследующее: при 90-130 об/мин. шпинделя 600 реверсов в час, при 140-380 об/мин. шпинделя – 400 реверсов в час.
Число оборотов шпинделя – Возможны два случая;
- а) Число оборотов 90-480 об/мин. В этом случае рукоятку переключения привода шпинделя через перебор или непосредственного привода /18. рис. 8/ повернуть направо. После этого, переводом реверсивной рукоятки 36 налево или направо, включить прямое или обратное направления вращения двигателя и вместе с ним – шпинделя. Только после этого разрешается поворачивать рукоятку 34 регулировки чисел оборотов до тех пор, пока соответствующая величина числа оборотов на лимбе скоростей шпинделя 33 не совместится с указателем,
- б) Требуемое число оборотов 630-315 об/мин.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода /18/ перевести налево, а затем, после пуска двигателя, отрегулировать требуемое число оборотов.
Правому положению рукоятки соответствует на лимбе скоростей шпинделя /33/ более низкие, а левому положению рукоятки – более высокие числа оборотов.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода разрешается переключать только при неподвижном шпинделе, а рукоятку регулировки чисел оборотов – только при вращающемся шпинделе.
Реверсирование шпинделя осуществляется реверсированием двигателя /переключатель 36/.
Станок можно остановить так, что рукоятку переключателя 36 переводят в нейтральное положение
Токарно-винторезный станок 250ИТВМ
При оснащении цехов по выполнению токарных операций используется токарно-винторезный станок 250ИТВМ, а также широкое применение имеют более современные модификации, изготавливающиеся на этой базе. Разработчиками этого многофункционального устройства являются специалисты машиностроения Ижевска. Станок ИЖ, первоначальная маркировка которого была именно такая, используется для токарных работ в патроне, цанге, также в центрах.
Технические данные
Токарно-винторезный станок 250ИТВМ разрабатывался с целью обработки небольших по размерам заготовок. Технические характеристики станка полностью обуславливают его сферу применения, паспорт этой установки можно обнаружить в небольших мастерских, школьных классах, приборостроительных цехах.
Скачать паспорт (инструкцию по эксплуатации) станка 250ИТВМ
Модель способна гарантировать высокую точность выполняемых операций, если мастер выполняет финишную подгонку либо получистовую процедуру. При осуществлении грубой технологической обработки механизмы токарного станка подвергаются максимальным нагрузкам, что существенно снижает точность. Решением станет применение для этих работ улучшенной модификации этой серии.
Токарный станок ИЖ 250ИТВМ технические характеристики:
- Допустимая длинна заготовки – 500 мм.
- Максимальная величина диаметра обрабатываемого изделия – 240 мм.
- Используемый пруток (располагается в патроне) – до 24 мм.
- Сечение резца – 16х16 мм.
- Конечная часть шпинделя – 4.
- Частота вращения главного привода – 50-2500.
- Показатель точности по ГОСТу – модель относится к классу «В», точность высокая.
- Общий вес конструкции составляет 1180 кг.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Особенности работы и возможности
Анализируя чертежи 250ИТВМ можно заметить массу мест стыковки дополнительных модулей. Паспорт усовершенствованной модели характеризуется превосходящими техническими параметрами, что позволяет проводить работы с максимальными нагрузками. Точность этой модели обеспечивает специальный индикатор цифрового типа, благодаря которому не требуется затрачивать массу времени для ручного измерения параметров заготовки, также исключается необходимость пробных проходов.
Внешний вид станка
Ижевский завод обеспечил возможность присоединения высокоэффективных модулей даже к базовому стандартному оборудованию, эта особенность используется при модернизации.
Установка 250ИТВМ оснащена функцией фиксации головки резцового инструмента без зазора. Выполняя резьбу с использованием этой технологии в процессе операции удается поддержать максимальную жесткость, стабильность и точность. В ходе нарезки резьбы главный ходовой винт обрабатывается смазкой в автоматическом режиме. Благодаря уникальной конструкции шпиндельного модуля допускается мгновенная смена приводных ремней, причем разборка узлового агрегата не требуется.
Устройство
Паспорт модели 250ИТВМ содержит информацию о главных действующих модулях установки – приводе, обеспечивающем вращательный момент резца, вторым элементом является электрическая схема. Последняя используется преимущественно для осуществления ремонтных работ либо в качестве основного средства качественной установки дополнительных модулей.
Электрическая схема станка
Привод функционирует благодаря 12-скоростному редуктору, который позволяет работать на необходимой скорости с возможностью предварительной настройки для последующего запуска. Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов.
Механизм плавного переключения скоростей работает по следующей схеме:
- С поворотом маховика происходит смещение двух селекторных дисков.
- Внутри дисков моментально меняется комбинация отверстий, получившееся смещение полностью соответствует предполагаемой передаче, которую хочет включить рабочий.
- Отверстия соответствуют фиксирующим рычагам, обеспечивающим переключение необходимой скорости.
- Рукоять оттягивается, что сопровождается небольшим притормаживанием шестеренок, после чего происходит изменение передачи.
Конструкторские особенности строения
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Опции, описания
ОСОБЕННОСТИ КОНСТРУКЦИИ:
Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (СЦИ).
- Оснащение станка СЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Правила и советы эксплуатации
Кинетическая схема устройства работает стабильно благодаря 12-скоростному приводу мощностью 3 кВт. Осуществление переключения скорости происходит благодаря маховику, связанному с селекторными дисками. Диски отвечают за правильную расстановку отверстий и рычагов для определенной передачи.
Работа рукояти весьма схожа по функциональности с работой педали сцепления в любой машине. Перед переключением скорости происходит оттягивание рукоятки, что тормозит шестеренки. При снижении общей скорости рычаги следующей передачи попадают в предварительно расставленные отверстия дисков и моментально набирают скорость.
На заметку: инструкция по эксплуатации включает важное дополнение – фартук станка оснащается специальным блокиратором, ограничивающим одновременный запуск валика с ходовым винтом. Аналогично блокируется продольное движение, если используется поперечное перемещение заготовки, также и наоборот.
Советы и полезные рекомендации для осуществления эффективной работы на станке 250ИТВМ:
- Владеть функциональными особенностями и возможностями каждой модели станка необходимо, поскольку в разных модификациях выполнение одинаковых операций осуществляется разными модулями. Необходимо с осторожностью относиться к разновидностям оборудования, на котором установлен привод 5,5 кВт.
- Включение в сеть установки происходит путем монтажа специализированного выключателя пакетного типа.
- Имеется ограничение на мощность электросети. Стандартные 220 В. сети не могут обеспечить станок необходимым количеством энергии. Установка работает исключительно на трехфазовых 380 В. сетях.
После приобретения и установки модели токарного оборудования 250ИТВМ впечатления недостаточной функциональности не появится. Устройство собрано максимально надежно, что подтверждается массой и одновременной простотой конструкции. Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Единственный минус – модель нельзя использовать в режиме чрезмерных нагрузок и массовом поточном производстве. При частом выполнении обработки на максимальных оборотах может выйти из строя любая из главных деталей установке.
Устройство станка
Электрооборудование токарного станка ИЖ250
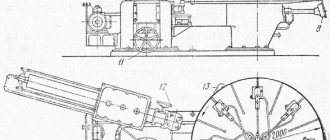
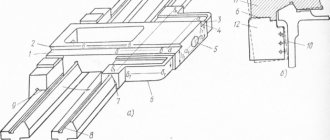
Станину изготавливают методом литья, она имеет усиления в виде П-образного ребра и устанавливается на прочной тумбе. Материал для станины служит хромоникелевый чугун. Станина снабжена 4-а направляющими (две – призматические, остальные – плоские). Последние подвергнуты поверхностной закалке ТВЧ и шлифовке. Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
В соответствии с кинематической схемой станка редуктору отводится роль коробки скоростей, приводящейся с помощью электродвигателя, закрепленного на фланце. Для фиксации редуктора в тумбе имеется промежуточный кронштейн.
У редуктора есть устройство предварительного выбора оборотов. Эта процедура реализуется без останова станка. Рукояткой проворачивают маховик, связанный с двумя дисками, с помощью которых выбирают число оборотов. Диски образуют набор отверстий для пальцев с рычагами, перекидывающими блоки шестерен. Для приостановки вращения зубчатых колес (до скорости менее 100 об/мин) эта рукоятка слегка оттягивается к себе (ощущение сопротивления), выдерживается пауза. Затем усилием в том же направлении (к себе до отказа) включают передачу. На малых оборотах эта процедура делается одним движением ручки.
Для упрощения переброски или смены приводного ремня (без необходимости разбирать весь узел) его шкив смещен в левую половину корпуса задней бабки. Базой для монтажа последней принят штифт, установленный внизу шпинделя. Этот элемент контрит сам шпиндельный узел в случае разогрева нагреве последнего и облегчает контроль положения его оси вращения. Момент вращения к шпинделю станка приходит прямо от шкива либо через шестерни перебора. Впереди на корпус бабки вынесена ручка переключений между зубчатой муфтой и перебором. Блок не даст включить их в одно время. Во избежание поломки шестерен не двигайте ручку до полной остановки шпиндельного узла. В конструкции передней бабки предусмотрено звено, которое увеличивает шаг выполняемой резьбы.
С помощью коробки подач настраивают процессы по нарезке резьбы или переключают подачи во время точения. Размер всех поперечных подач вдвое меньше аналогичных продольных. Редуктор вращает входной вал указанной коробки посредством сменного комплекта шестерен (резьба) или ремня (все остальные операции). Переключение подачи при оборотах шпинделя менее 100 об/мин допускается с ходу. Если скорость выше – то только на выбеге (уменьшении скорости) шпинделя за счет кратковременного выключения вращения на станке с помощью предусмотренной рукоятки.
Слева на торцевой поверхности передней бабки крепят гитару. Из-за наличия блокировки включить зубчатую передачу вместе с ременной невозможно.
Застопорить заднюю бабку можно поворотом ее рукоятки. Усилие зажима можно отрегулировать с помощью гаек. Надежности прижима поспособствует добавочный винт. Проточка коротких конусов на станке облегчается тем, что есть возможность сместить корпус задней бабки по отношению к оси центров станка. Смещение делается на величину не более + — (10 мм) специальным винтом. Для контроля положения оси центров станка по горизонтали (относительно станинных направляющих) совмещают соответствующие бобышки на корпусе и поддоне задней бабки. Фиксацию пиноли выполняют посредством ее ручки.
К основным функциям фартука относят: реализация движения подачи (продольной или поперечной) для суппорта посредством ходового вала; порезка резьбовых поверхностей – от ходового винта. Поэтому фартук снабжен 4-я муфтами, которые включают прямые или обратные подачи. Ускоренного перегона резца у этих моделей станков нет.
Крестообразный суппорт в процессе работы станка ходит вдоль заготовки с помощью станинных направляющих, а поперек нее – по аналогичным элементам каретки. Продольные перемещения реализуются ручным либо механическим способом. Сверху на суппорте стоит основной резцедержатель с четырьмя местами под резцы. Под заказ возможна дополнительная поставка заднего одноместного резцедержателя для поперечной каретки.
Для закрытия зоны резания от летящих стружек установлено защитное ограждение с проемом из прочного прозрачного полимера. Ее монтируют с помощью стойки с регулируемой высотой. В случае резания заготовок из хрупкого материала применяют дополнительный защитный экран, который крепится к основному справа.
Обзор универсального токарного станка ИЖ250
Станок ИЖ-250 для токарных работ долго собирался на машиностроительном заводе города Ижевска, применяется на мелких и больших производственных предприятиях. Его производили в нескольких вариациях. Главной задачей является производство обширного списка токарных операций в патронах цангового и кулачкового типа. Также его активно эксплуатируют для осуществления различных видов резьбы.
Возможности и разновидности
Инженеры «Ижмаша» старались модернизировать оборудование, чтобы охватить больший спектр работ, поэтому выпустили токарный агрегат в 3 вариантах исполнения:
- ИТПМ – специализируется на операциях слабой точности;
- ИТВМФ1 – модель, обладающая цифровыми указателями;
- ИТВМ03 – отличается увеличенным межцентровым промежутком.
Для исполнения токарных операций с увеличенными нагрузками рекомендуется использовать версию станка 250ИТП.
Модель ИТВМФ1, благодаря цифровой индикации, облегчающей токарю его работу по определению геометрических габаритов заготовки, характеризуется повышенной производительностью. Данная модификация обладает еще рядом достоинств:
- отсутствие потребности держать в памяти обороты ломба и считать некоторые параметры;
- компенсация погрешностей при взаимодействии элементов;
- снижение износа режущих комплектующих при эксплуатации.
Все эти процессы происходят автоматически, без участия токаря.
Станок ИЖ-250 позволяет осуществить с высокой точностью резьбу разных типов, поэтому этот агрегат очень востребован именно для такой деятельности.
Технические возможности станка модели ИЖ-250
Станок ИЖ-250 создавался специалистами «Ижмаш» для обработки деталей, отличающихся небольшими размерами. Именно поэтому им активно оснащались приборостроительные и инструментальные заводы.
Станок этой модели способен длительное время обеспечивать высокую точность обработки в том случае, если на нем выполняются получистовые и финишные токарные операции. Для осуществления более грубых технологических операций, при которых на узлы агрегата оказываются значительные нагрузки, лучше использовать модернизированную версию данной модели станка – 250ИТП.
В свое время станок модели ИЖ-250 выпускался в нескольких вариантах конструктивного исполнения:
- ИТВМ03 – агрегат с увеличенным расстоянием между центрами;
- ИТВМФ1 – станок, дополнительно оснащенный цифровой индикацией;
- ИТПМ – модель, используемая преимущественно для выполнения токарных операций, не требующих высокой точности.
Органы управления ИЖ-250
Стоит отдельно сказать о модернизированной модели станка ИЖ-250 – ИТВМФ1. Последний за счет цифровой индикации позволяет выполнять обработку с высокой производительностью. Оператору, работающему на таком агрегате, требуется намного меньше времени для того, чтобы проводить измерение геометрических параметров детали и выполнять пробные проходы.
Цифровая индикация обеспечивает этому устройству еще ряд весомых преимуществ: нет необходимости запоминать обороты лимба и рассчитывать определенные параметры; линейная компенсация неточностей взаимодействия узлов станка, а также износа режущего инструмента в процессе обработки осуществляется в автоматическом режиме, без участия человека.
Технические возможности станка модели ИЖ-250 позволяют с высокой точностью и производительностью выполнять с его помощью нарезание различных типов резьбы (метрической, дюймовой, модульной), поэтому такую технологическую операцию стараются выполнять именно на этом агрегате.
Технические параметры оборудования
Токарный станок обладает рядом конструкционных особенностей:
- оборудован специальным механизмом, позволяющим производить точение, и одновременно защищать рабочие узлы от перегрузок;
- в процессе работы происходит автоматическая смазка ходового винта;
- скорость движения шпинделя и подачи может меняться в обширном диапазоне;
- для замены ремней шпиндельный узел разбирать не нужно;
- резцовая головка очень точно и прочно зафиксирована, что позволяет добиться высоких точностных показателей резьбы;
- изменение типов резьбы производится благодаря универсальности коробки передач, а не путем замены шестерней.
Корпус станка произведен из прочной разновидности чугуна, а направляющие отшлифованы и закалены с применением высокочастотных токов.
Управление подачей на представленном токарном агрегате осуществляется с использованием ручки и производится по принципу, когда ее движение совпадает с перемещением подающего элемента.
В таблице приведены технические характеристики токарно-винторезного станка ИЖ-250.
Технические характеристики и конструктивные особенности токарного станка ИЖ-250
Токарный станок ИЖ 250 до настоящего времени справедливо считается одной из самых популярных моделей своего класса несмотря на то, что выпускается с начала 60-х годов прошлого века.
) обеспечивает высокое качество сборки и долговечность. На базе этой модели разработаны и выпускаются и модифицированные версии. Правильно оценить достоинства станка поможет знание его особенностей и технических возможностей.
Какие задачи решает агрегат?
Токарный, а точнее, токарно-винторезный, станок ИЖ-250 относится к многофункциональному оборудованию и призван механизировать труд токаря при работе с деталями в центрах, цанге или патроне.
Он широко используется при формировании различных резьбовых конструкций (метрическая, дюймовая, модульная). Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Достаточная степень точности при работе с небольшими по размеру деталями позволяет применять ИЖ-250 в приборостроении, машиностроении и изготовлении инструментов.
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | — | — | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Список литературы:
Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000 Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации электрооборудования 250ИТВМ.00.000 РЭ1, 2000
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Основные технические характеристики
Базовая модель токарного станка имеет следующие основные технические параметры:
- максимальный диаметр детали при установке над станиной (категория «Диск») – 25 см;
- максимальный диаметр детали, устанавливаемой над суппортом (категория «Вал») – 12,5 см;
- расстояние между точками крепления – 50 см;
- высота расположения центров – 150 мм;
- стандартная мощность электродвигателя – 2400 и 3000 Вт;
- полная масса оборудования – 1500 кг.
Обеспечивается класс точности обработки В по ГОСТ 8–82.
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Конструкторские особенности строения
Конструктивные решения обеспечивают такие ключевые особенности станка:
- увеличенный диапазон передач и частоты вращения шпинделя;
- автоматизация смазки ходового винта при нарезании резьбы;
- расположение механизма остановки станка в фартуке, обеспечивающее жесткий упор;
- закрепление режущего инструмента без зазоров;
- преселективное управление вращением шпинделя;
- универсальная конструкция коробки передач;
- особая конструкция шпинделя, упрощающая установку и замену приводных ремней;
- высокопрочная станина их хромоникелевого чугуна.
Управление подачами осуществляется одним рычагом по мнемоническому принципу, при этом резцовая головка перемещается на суппорте в соответствии с перемещением ручки.
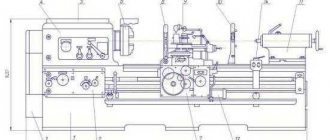
Общий вид
Как и любой токарно-винторезный станок, он состоит из таких основных узлов и деталей: суппорт, бабки (передняя и задняя), коробка передач, несущая станина, шпиндель, шестеренчатая гитара, ходовой вал, фартук, коробка для регулирования подач, тумба оборудования, электрическое оборудование. Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Габариты рабочего пространства
Важной характеристикой ТВС считаются габариты рабочего пространства, определяющие максимальные размеры обрабатываемой заготовки.
Основные критерии – расстояние между точками фиксации детали (500 мм) и максимальный диаметр заготовки (250 мм). Кроме того, важно учитывать размеры суппорта и его крепления, что позволяет определить предельные размеры режущего инструмента.
Перечень и расположение органов управления
ТВС ИЖ-250 имеет закрытый фартук, с помощью которого производится движение суппорта в различных направлениях вручную или автоматизировано. Для нарезания резьбы используется ходовой винт.
Расположение составных частей станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
Расположение основных узлов токарного станка 250итвм.01
Перечень составных частей станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Паспорт станка вы бесплатно можете скачать по ссылке — Паспорт токарного станка ИЖ-250
Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
- Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
- Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.
Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
Насколько используется модель сегодня
Серийный выпуск ТВС ИЖ-250 начат в 1964 году, но и в наши дни станок не потерял актуальности. Базовая модель практически не претерпела изменений.
Современные технологии позволили повысить качество сборки оборудования, что увеличило точность обработки и долговечность техники. В то же время, отличительной особенностью станка является низкая стоимость, универсальность, простота настройки и эксплуатации.