Послевоенный бурный рост промышленного производства в СССР потребовал срочного расширения станочного парка. Чтобы предотвратить отток валюты за рубеж, отечественные конструкторские бюро занялись разработкой металлорежущего оборудования. Сначала выпускалась базовая модель, которая опробовалась в реальных условиях. После этого проходило усовершенствование механизма. Таким модифицированным агрегатом является вертикально-сверлильный станок 2Н118.

Вертикально-сверлильный станок 2Н118
Краткая справка о градации станков
Классификация агрегатов:
- Обработка небольших отверстий до 16,0 мм. Чаще всего такие диаметры используются в приборостроении.
- Обработка средних и больших диаметров от 18,0 до 75,0 мм.
- Радиально-сверлильный тип для сверления крупных изделий.
- Станки для высверливания высокоточных диаметров.
- Фрезерного типа.
- Центровальные станки.
- Многошпиндельные станки.

Многошпиндельный станок
Это интересно: Полуавтомат из сварочного инвертора своими руками: схема, фото, видео
Характерные преимущества станка
Сверлильная установка 2н118 предназначен для сверления малых отверстий до 18,0 мм в металлических поверхностях. С целью повышения качества работы развивается максимальный крутящий момент в 880 Нм и подача равна 560 кгс. При работе с каждой деталью имеется возможность выбора скорости и величины подачи, что делает работу более точной и эффективной, снижает риск брака.
Похожие модели:
- 2А118 компоновка и одношпиндельная головка.
- 2Н118Ф2 модернизированный вариант с автоматизированной системой управления.
- 2б118 с увеличенным количеством этапов подачи.
- Вертикальный механизм 2Н118К.

Станок 2Н118К
Технические показатели об изделии
Технические характеристики:
- «Т» – образная рабочая поверхность и равна 32,0×36,0 см.
- Движение поверхности при обороте маховика равно 2,4 мм, по вертикальной плоскости – 35,0 см.
- Общий вес аппарата равен 450 кг.
- Расстояние от крайней точки шпинделя до рабочей поверхности составляет 65,0 см.
- Вылет станка равен 20,0 см.
- Шпиндельная головка способна перемещаться до 30,0 см.
- Рабочий ход гильзы равен 15,0 см.
- Шпиндельная головка за один оборот перемещается на 4,4 мм.
- Частота вращения (средняя) шпинделя равна 2,4 об/мин, минимальная 200 об/мин, максимальная 2,8 тыс. об/мин.
- Скорость вращения шпинделя регулируется по девяти показателям.
- Мощность вала электрического мотора равна полтора киловатта, максимальная скорость вращения 1,42 об/мин.
- Показатель максимальной подачи равен 560 кгс.
- Габариты 87,0×59,0×208,0 см.
Среди главных особенностей – опция торможения шпинделя.
Сведения о производителе вертикально-сверлильного станка 2Н118
Производителем вертикально-сверлильного станка 2Н118 является Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
С января 1958 года завод стал именоваться Молодечненским станкостроительным заводом, получив задание специализироваться на выпуске сверлильных станков. Начиная с 1961 года, завод начал серийно выпускать двухшпиндельные, трехшпиндельные, а затем и универсальные вертикально-сверлильные станки
Станкостроительный завод в достаточно непростых условиях старается сохранить основную специализацию. По результатам работы за 2004 год станочная продукция составила — 42% в общем объеме выпуска продукции.
Станки, выпускаемые Молодечненским станкостроительным заводом
- 2А106П
станок сверлильный настольный повышенной точности Ø 6 - 2Н106П
станок сверлильный настольный повышенной точности Ø 6 - 2Н118
станок сверлильный вертикальный Ø 18 - 2Н125Л
станок сверлильный вертикальный с поворотным столом Ø 25 - 2С108П
станок сверлильный настольный повышенной точности Ø 8 - 2054м
станок резьбонарезной полуавтомат для нарезки резьбы метчиками М8 - 2056
станок резьбонарезной полуавтомат для нарезки резьбы метчиками М18
Темы по 2Н118, 2Н125Л, 2056. Чертежи. — Сверлильные станки
Паспорт
https://www.chipmaker.ru/files/file/69/ — 2Н118 — Универсальный вертикально-сверлильный станок, Молодечно, 1971г.
https://www.chipmaker.ru/files/file/6314/ — отрывок паспорта 2Н118-1
Темы о 2Н118
https://www.chipmaker.ru/topic/107698/ — Кулачки на лимб 2Н118 31.03.2013
https://www.chipmaker.ru/topic/84295/ — Сверлушка 2Н118 , под нарезку резьбы 23.04.2012
https://www.chipmaker.ru/topic/65571/ — Восстановление 2Н118-1 12.07.2011
https://www.chipmaker.ru/topic/77488/ — Модернизация коробки подач 2Н118-1 21.01.2012
https://www.chipmaker.ru/topic/75252/ — 2н118 — возможно большее? 19.11.2011
https://www.chipmaker.ru/topic/56587/ — 2Н118: ремонт и восстановление 17.02.2011
https://www.chipmaker.ru/topic/57877/ — Подскажите схему привода 2Н118 06.03.2011
Темы, в которых упоминается 2Н118
https://www.chipmaker.ru/topic/115003/ — Резьбонарезной автомат 2056 — восстановление. Нужны советы ! 04.08.2013
https://www.chipmaker.ru/topic/110686/ — Коробка подач 2Н125Л. Сообщение №4. 16.05.2013
https://www.chipmaker.ru/topic/109335/ — Спас 2Н125, теперь починяю. Есть вопросы. Сообщение №57. 23.04.2013
https://www.chipmaker.ru/topic/102341/ — Ремонт двух 2Н125Л. Сообщение №18. 26.01.2013





https://www.chipmaker.ru/topic/105194/ — А были ли в СССР сверлильные станки больше 2М112, но меньше 2Н125? 27/02/2013
https://www.chipmaker.ru/topic/101200 — Сверлильный 2Б118. 13.01.2013
https://www.chipmaker.ru/topic/98256 — Понижение оборотов на 2М112. 01.12.2012
https://www.chipmaker.ru/topic/94063 — М112й второй-второй. 05.10.2012
https://www.chipmaker.ru/topic/49754/ — Сверлильный 2Н125. Сообщение №46. 01.12.2010
https://www.chipmaker.ru/topic/84596/ — Что выбрать 2Н125 или 2Г125. 27.04.2012
https://www.chipmaker.ru/topic/26777/ — Владельцы станка 2118А, отзовитесь! 08.12.2009
https://www.chipmaker.ru/topic/22158/ — Мне подарили сверлилку. 12.09.2009
www.chipmaker.ru
Элементы управления оборудованием
Существует ряд элементов агрегата:
- Автоматический выключатель питания.
- Тумблер освещения рабочей поверхности.
- Включатель насоса подачи жидкости в систему охлаждения.
- Рукоятка для регулировки подач.
- Кнопка для активации подачи.
- Регулятор выбора скоростей подачи.
- Блок управления и направления движения шпинделя.
- Регулятор частоты вращения головки сверления.
- Болты – фиксаторы клина рабочей головки.
- Рукоятка для фиксации зажима рабочего стола.
- Плата электрических контактов и питания сети.
- Для обеспечения вспомогательного управления используется ряд кнопок, пусковой автомат, ручной пускатель.
Это интересно: Цанговый патрон своими руками: комплектующие и порядок изготовления
Электрическая защита
Чтобы предотвратить нежелательные перегрузки производителем предусмотрена защита – автоматический выключатель АСТ – 3. Заземление станка обеспечивается катушкой магнитных пускателей. Сверлилка, равно как и контактная плата, должны быть подключены в соответствии с требованиями и нормами, которые относятся к производственному оборудованию.
Составные электрической части: электрический силовой агрегат, электрический насос для подачи жидкости в систему охлаждения, механизмы пуска и автоматического отключения, выпрямители, локальный осветительный прибор для улучшения рабочего процесса.
В обязательном порядке каждый сотрудник, особенно который работает за станком, должен строго соблюдать нормы и требования инструкции по охране труда. В противном случае рабочий не допускается на рабочее место.
2Нстанок вертикально-сверлильный одношпиндельный универсальный. Назначение и область применения
Вертикальный сверлильный станок модели 2Н118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Сверлильный станок 2Н118 предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным и мелкосерийным выпуском продукции.
Станок 2Н118 отнесенный к условному диаметру сверления 18 мм станок допускает обработку деталей с усилием подачи до 560 кг и крутящим моментом до 880 кГ-см.
Принцип работы и особенности конструкции станка
Станок 2Н118 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка 2Н118
На фундаментной плите смонтирована колонна коробчатой формы. В ее верхней части размещена шпиндельная головка, несущая электродвигатель и шпиндель с инструментом. На вертикальных направляющих колонны установлена шпиндельная бабка, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и с помощью штурвала вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол. Его можно устанавливать на различной высоте, в зависимости от размеров обрабатываемых деталей.
Основные технические характеристики сверлильного настольного станка 2н118
Изготовитель — Молодечненский станкостроительный завод МСЗ.
Основные размеры станка соответствуют — ГОСТ 1227-79.
- Максимальный диаметр сверления: Ø 18 мм
- Наибольшая глубина сверления: 300 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 500 мм
- Пределы чисел оборотов шпинделя в минуту — (9 ступеней) 180..2800 об/мин
- Конец шпинделя — Морзе 6
- Мощность электродвигателя: 1,5 кВт
- Масса станка: 670 кг
Модификации сверлильного станка 2Н118
2А118 — универсальный одношпиндельный вертикально-сверлильный станок
2Н118К — координатный вертикально-сверлильный станок
2Н118Ф2 — вертикально-сверлильный станок с ЧПУ
Аналоги сверлильного станка 2Н118
МН18Н — Ø18 — производитель Молодечненский станкостроительный завод МСЗ, РУП
2Т118 — Ø18 — производитель Гомельский завод станочных узлов, РУП
Классификация оборудования
Принята система условных обозначений, которая позволяет легко разобраться в маркировке агрегатов. Трудность в расшифровке названия станка возникает при специализированном производстве, когда аббревиатура задается заводом производителем. В стандартном случае используется нумерация, основанная на десятичной системе.
В обозначение оборудования входит четыре цифры и несколько букв, последние могут находиться в любом месте. Буквы могут обозначать степень автоматизации, класс точности или новую модификацию. Рассмотрим значение цифр:
- Она определяет группу станков, в зависимости от выполняемой технологической операции. Всего существует девять групп.
- Указывает на тип оборудования, их насчитывается девять.
- Последние цифры показывают основной размер агрегата.
В нашем случае первая цифра (2), обозначает сверлильную группу. Вторая цифра (1), говорит о вертикально сверлильном типе станка. По последним цифрам определяем максимальный размер отверстия, которое может просверлить механизм. Буква (н) указывает на новую модификацию базовой модели.
Описание станка
Изготовлять вертикально-сверлильный станок модели 2Н118 начал станкостроительный завод в городе Молодечно. В конце пятидесятых годов он был переориентирован на выпуск сверлильных агрегатов. В начале шестидесятых запущено производство базовой модели 2118. Основываясь на ее эксплуатационных данных, конструкторы разработали вертикально-сверлильный станок 2Н118, технические характеристики которого были улучшены, и были учтены все недоработки.
Основу данного механизма составляет колонна, которая своим основанием крепится к фундаменту. На ней установлена коробка скоростей, размещающаяся в верхней части конструкции, а также стол и коробка подач в шпиндельной бабке. К особенностям конструкции можно отнести жесткость, прочность механизмов и скоростной диапазон режущего инструмента. Движение рабочей головки вдоль станины происходит благодаря реечному механизму, управляемому штурвалом.
Деталь устанавливается на стол, в специальные приспособления, и может по нему перемещаться, для совмещения места сверления отверстия с режущим инструментом. Стол может двигаться вдоль станины. Его установка, а также установка шпиндельной бабки зависит от высоты инструмента и детали. Процесс обработки может проходить в ручном и механическом режимах.
Чтобы разобраться, как устроен сверлильный станок 2Н118, открываем паспорт, и находим всю необходимую информацию.
Скачать паспорт (инструкцию по эксплуатации) станка 2Н118
Выделим из него основные технические характеристики:
| Параметр | Значение |
| Габариты, мм | 870х590х2080 |
| Вес, кг | 450 |
| Max диаметр, мм | 18 |
| Стол: | |
| Размеры, мм | 360х320 |
| Перемещение, мм | 350 |
| Шпиндель: | |
| Вращение, об/мин | 180-2800 |
| Перемещение, мм | 300 |
| Конус | Морзе 2 |
| Скорость | 9 |
| Двигатель, Вт | 1500 |
Кроме того, здесь можно найти кинематическую схему, которая приводится ниже, и описание ее особенностей.

Кинематическая схема станка
К ним можно отнести:
- электрореверс, изменяющий направление вращения головки;
- 9-ступенчатая коробка скоростей, расширяющая диапазон вращения режущего инструмента;
- 6-ступенчатая коробка подач, регулирующая вертикальное перемещение;
- реечный механизм, перемещающий шпиндельную бабку;
- винтовая пара, обеспечивающая передвижение стола.
Для долгосрочной работы, необходимо уделить внимание креплению станка 2Н118 к фундаменту. Его с помощью уровня выставляют на клиньях, после чего под основание заливают раствор. Когда он затвердеет, фундаментные болты затягиваются.

Электрическая схема станка 2Н118
Нельзя обойти электрическую часть станка. Главными ее составляющими является:
- двигатель, вращающий шпиндель;
- выпрямитель селеновый;
- автоматика, состоящая в основном из реле и пускателей;
- охлаждающий насос.
Выпрямитель используется для запуска тормозного пускателя, при этом происходит динамическое торможение режущего инструмента. Кроме того, электродвигатель защищен от перегрузки автоматическим выключателем.
Во избежание аварий и травматизма обслуживающего персонала, все оборудование качественно заземляется.
Все вышеперечисленные документы на 2Н118, входят в руководство по эксплуатации. Оно дает возможность правильно установить, запустить и эксплуатировать механизм. А в случае поломки, быстро выявить неисправность.
Сверлильное оборудование
Оно используется в любых технологических цепочках, но главное назначение мелкосерийное и единичное изготовление. Такие станки выполняют ряд операций:
- нарезание резьбы;
- зенкование;
- сверление;
- подрезание торцов;
- развертывание;
- зенкерование.
Проведя обзор, их можно разделить на три больших группы в зависимости от выполняемых операций:
- специализированные, выполняют ограниченное количество действий;
- универсальные, составляют основную часть;
- специальные, работают без переналадки, по заданному циклу.
Классифицировать такие агрегаты можно по максимально используемому диаметру сверла:
- легкие, сверление до 12 мм;
- средние, получение отверстий 18-50 мм;
- тяжелые, высверливание 75 мм отверстий.
Главными отличительными особенностями металлорежущего оборудования являются движения, которые совершает режущий инструмент и приспособления. В нашем случае это вращение сверла и поступательная подача шпинделя. Все основные параметры включены в паспорт станка, который непосредственно входит в руководство по эксплуатации.
В этом документе можно найти инструкцию по креплению станка на рабочем месте. Прежде всего, он должен располагаться строго горизонтально по отношению к фундаменту. От этого зависит надежность работы всех механизмов. Это достигается использованием специальных уровней.
Конструкция станка предполагает следующие виды:
- настольные;
- колонные;
- радиально-сверлильные;
- глубокого сверления;
- многошпиндельные;
- центровальные;
- сверлильно-фрезерные;
- координатно-сверлильные;
- радиально-сверлильные.
Все они представляют собой сложные механизмы, поэтому до начала работы обслуживающий персонал должен внимательно ознакомиться с инструкцией по эксплуатации. И во время работы придерживаться всех рекомендаций.
Конструкция оборудования
Описание: основным элементом служит колонна в форме коробки – передняя бабка. Установлена она на металлическую плиту – основание. Бабка перемещается по реечному механизму в стороны с помощью электрического привода мотора.
На фронтальной верхней части расположен электрический мотор. В нижней части, имеется шпиндельный узел с головкой вращения. Внутренняя часть наполнена коробкой скоростей, которая отвечает за частоту вращения, величину подачи, вертикальный подъем. Подъем и спуск по вертикали обеспечивает специальный реечный механизм. А приводит в действие этот орган – штурвал.
Обрабатываемая деталь крепится на рабочий стол, при необходимости перемещается, подгоняется высота. Регулируется специальной рукояткой с боковой стороны.
Кинематическая схема станка функционирует в таком порядке:
- Коробка передач регулирует подачу одной из девяти скоростей.
- С помощью реверсивного привода электрического мотора можно менять направление вращения.
- Функция особенно актуально, когда нужно нарезать внутреннюю резьбу на детали.
- Шпиндель подается по вертикали за счет рейки и зубчатого вала, который установлен в нижней фронтальной части шпиндельной бабки.
- Боковая рукоятка отвечает за перемещение шпиндельной бабки по направляющим колонны.
- Рабочий стол перемещается вертикально благодаря вращению рукоятки.

Схема устройства
Технические характеристики станка 2Н118
| Наименование параметра | 2Н118 | 2Б118 |
| Основные параметры станка | ||
| Наибольший условный диаметр сверления в стали σ = 50..60 кг*мм 2 , мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0…650 | 50..650 |
| Наименьшее и наибольшее расстояние от торца шпинделя до фундаментной плиты, мм | 800..1150 | |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 320 х 360 | 320 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 350 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки по колонне, мм | 300 | 100 |
| Наибольшее осевое перемещение шпинделя (гильзы шпинделя), мм | 150 | 150 |
| Перемещение шпиндельной головки на один оборот маховичка, мм | 4,4 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин (количество скоростей) | 180..2800 (9) | 208..2040 (6) |
| Наибольший допустимый крутящий момент, кг*см | 880 | 880 |
| Наибольшее усилие подачи, кг | 500 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм (число подач) | 0,1..0,56 (6) | 0,1..0,4 (4) |
| Наибольшая допустимая сила подачи, кгс | 560 | 550 |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,5 (1420) | 1,7 (2850) |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22 |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 727 х 625 х 1960 |
| Масса станка, кг | 450 | 450 |
- Универсальный вертикально-сверлильный станок. Модель 2Н118. Руководство, 1971
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы:
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Особенности станка модели 2Н118
Станок 2Н118 благодаря своим техническим характеристикам позволяет выполнять такие технологические операции, как:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы;
- подрезка торцов деталей (с применением специального инструмента).
Используя вертикально-сверлильный станок данной модели, в металле формируют отверстия, диаметр которых доходит до 18 мм. При этом развивается крутящий момент до 880 Нм, а максимальная величина рабочей подачи составляет 560 кгс.
При выполнении обработки на данном станке можно выбрать различные параметры подач и скоростей вращения шпиндельного узла, что позволяет использовать такое оборудование наиболее эффективно и с максимальной производительностью.

Габариты рабочего пространства и посадочные базы станка
Первый вертикально-сверлильный станок модели 2Н118 был выпущен еще в 60-х годах прошлого века. Производством данного агрегата занимался Молодечненский станкостроительный комбинат, который и по сей день является предприятием, выпускающим эффективное и надежное металлорежущее оборудование.
Позднее на Гомельском и Молодечненском станкостроительных заводах выпускался аналог вертикально-сверлильного станка 2Н118 – 2Т118. Кроме данной модели, специалистами Молодечненского станкостроительного завода был разработан еще ряд модификаций станка 2Н118:
- 2Н118К – вертикально-сверлильный станок координатного типа;
- 2А118 – сверлильный станок с вертикальной компоновкой, оснащенный одношпиндельной рабочей головкой;
- 2Н118Ф2 – станок c программной системой управления.

Вертикально-сверлильный станок 2Н118-1 1987 года выпуска
Среди технических характеристик вертикально-сверлильного станка рассматриваемой модели (все они описаны в паспорте на оборудование) необходимо выделить следующие.
- Габариты рабочего стола, на поверхности которого выполнены три Т-образных паза, составляют 320х360 мм.
- Величина перемещения рабочего стола, которое приходится на один оборот рукоятки-маховика, составляет 2,4 мм.
- Величина максимального перемещения рабочего стола по вертикальной оси – 350 мм.
- Масса аппарата – 450 кг.
- Максимальное расстояние от торца шпиндельного узла до поверхности рабочего стола – 650 мм.
- Расстояние от направляющих колонны до оси шпидельного узла (вылет станка) – 200 мм.
- Шпиндельная головка может перемещаться на величину до 300 мм.
- Ход гильзы шпиндельного узла составляет 150 мм.
- За один оборот маховика шпиндельная головка перемещается на 4,4 мм.
- Частота вращения шпиндельного узла находится в интервале 180–2800 об/мин.
- Скорость вращения шпиндельного узла может регулироваться по 9 ступеням.
- Шпиндельный узел выполнен с конусом Морзе 2.
- Вал электродвигателя главного движения (тип АОЛ2-22-4С2), мощность которого составляет 1,5 кВт, может вращаться с максимальной скоростью 1420 об/мин.
- За подачу СОЖ отвечает электрический насос ПА-22.
- Максимальная сила подачи, на которую рассчитана конструкция вертикально-сверлильного станка 2Н118, составляет 560 кгс.
- Вертикальные рабочие подачи, совершаемые за один оборот шпиндельного узла, находятся в интервале 0,1–0,56 мм.
- Параметры рабочих подач станка могут регулироваться по 6 ступеням.
- Габариты вертикально-сверлильного станка (ДШВ) – 870х590х2080 мм.

Характеристики станка в формате таблицы
Фото вертикально-сверлильного станка 2Н118

Фото вертикально-сверлильного станка 2н118

Фото вертикально-сверлильного станка 2н118

Фото вертикально-сверлильного станка 2н118

Фото вертикально-сверлильного станка 2н118. Управление подачей и шпинделем
Самодельный станок
Сегодня цена на станки высокая, поэтому для бытовых нужд оборудование можно сделать своими руками. Схема такого устройства довольно проста. Понадобится четыре основных компонента:
- Дрель.
- Фундаментная плита.
- Вертикальная стойка.
- Механизм подачи.
Для начала нужна примерная схема будущего станка. Такая схема чертиться своими руками на базе имеющихся материалов. В качестве фундаментальной плиты можно использовать толстую мебельную доску. Вертикальная стойка делается из толстой фанеры или ДСП. Основание и вертикальная стойка скрепляется своими руками с помощью саморезов и уголков.
После этого делаются направляющие для перемещения дрели. Их изготавливают из металлических полос и прикручивают к стойке. Дрель закрепляется с помощью стальных хомутов и резиновых прокладок к колодке. Механизм подачи должен опускать и поднимать дрель. Схема его довольно проста. Нужно использовать рычаг и пружину, придающую жесткость устройству.
Сверлильные устройства сегодня представлены в большом ассортименте. В зависимости от целей, можно подобрать себе нужную модель или сделать ее своими руками.
Послевоенный бурный рост промышленного производства в СССР потребовал срочного расширения станочного парка. Чтобы предотвратить отток валюты за рубеж, отечественные конструкторские бюро занялись разработкой металлорежущего оборудования. Сначала выпускалась базовая модель, которая опробовалась в реальных условиях. После этого проходило усовершенствование механизма. Таким модифицированным агрегатом является вертикально-сверлильный станок 2Н118.
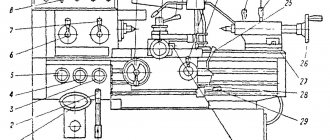
Общий вид и органы управления сверлильного станка 2Н118

Органы управления сверлильным станком 2н118
Спецификация органов управления сверлильным станком 2Н118
- Выключатель освещения
- Выключатель насоса охлаждения
- Вводный автоматический выключатель
- Рукоятка управления механизмом подачи
- Кнопка включения механической подачи
- Рукоятка переключения подач
- Кнопочная станция «Вправо», «Влево», «Стоп»
- Рукоятка переключения скоростей
- Рукоятка зажима сверлильной головки
- Болты для регулировки клина сверлильной головки
- Рукоятка зажима стола
- Болты для регулировки клина стола
- Рукоятка подъема стола
- Квадрат валика механизма подъема сверлильной головки
- Кулачки настройки циклов работы
- Отверстие 3/4″ для подключения станка к электросети
Оглавление
Вертикально-сверлильный станок 2Н118 предназначен для выполнения сверлильных работ с максимальным диаметром сверления- 18 мм. Кроме этого, возможно выполнение и других работ: рассверливание, зенкерование, развертывание и нарезание резьбы.
Устройство вертикально-сверлильного станка
- Колона, стол, плита;
- Коробка скоростей;
- Коробка подач;
- Сверлильная головка;
- Шпиндель станка;
- Система охлаждения;
- Электрооборудование
Органы управления вертикально-сверлильного станка
- Местное освещение
- Насоса СОЖ
- Автоматический выключатель
- Ручка управлением механизмом подачи
- Включение механической подачи
- Переключение подач
- Кнопочная станция
- Переключение скоростей
- Зажим сверлильной головки
- Регулировочные болты клина сверлильной головки
- Зажим стола
- Регулировочные болты клина стола
- Подъем стола
- Квадрат валика механизма подъема сверлильной головки
- Кулачки настройки циклов работы
- Подключение станка к электросети

Кинематическая схема вертикально-сверлильного станка 2Н118

Электрическая схема вертикально-сверлильного станка

Коробка скоростей вертикально-сверлильного станка
Коробка скоростей вертикально-сверлильного станка при помощи двух тройных блоков шестерен 1 и 2 передает шпинделю девять различных скоростей.
Механизм коробки скоростей состоит из электродвигателя, расположенного вертикально и зубчатой передачи 5. За счет этой передачи, возможно изменить передаточное отношения, тем самым изменить диапазон частоты вращения шпинделя.
Выходной вал коробки скоростей 8 изготовлен в форме гильзы со шлицевым отверстием, передающим крутящий момент шпинделю станка.
Переключение скоростей осуществляется при помощи рукоятки 10, которая имеет три положения по окружности и три осевых положения. Рукоятка через шестерни 11, 12 и рейку 13 перемещает штанги 14 и 15, которые связанные с вилками 16 и 17.Вилки, в свою очередь, осуществляют переключение подвижных блоков 1 и 2.

Коробка подач вертикально-сверлильного станка

Коробка подач вертикально-сверлильного станка состоит из трех валов смонтированных в отдельном литом корпусе 1.
Коробка подач обеспечивает шесть подач при помощи подвижного тройного блока 2 и двойного блока 3. Вращение коробки подач передается от зубчатого колеса, сидящей на гильзе шпинделя на шестерню 4.
Третий вал 5 через зубчатую передачу передает крутящий момент на шариковую муфту и червяк механизма подач. Шариковая муфта предназначена для выключения подачи при достижении необходимой глубины сверления. Она же также выполняет функцию предохранительного устройства при перегрузке по усилию подачи.
Переключение скоростей осуществляется с помощью рукоятки 13, которая имеет два осевых положения и три круговых. Конструкция механизмов переключения подач и скоростей идентична.
Смазка как коробки подач, так и других механизмов, осуществляется от шестеренчатого насоса 12.

Сверлильная головка вертикально-сверлильного станка
Сверлильная головка вертикально-сверлильного станка это чугунный корпус, в который устанавливаются следующие узлы станка:
- Коробка скоростей станка;
- Коробка подач станка;
- Шпиндельная бабка;
- Механизм подач
Основной частью узла сверлильной головки является механизм подач, состоящий из червячной передачи 1, горизонтального вала с реечной шестерней , лимба 3, штурвала 4,кулачковой муфты 5 и храповой муфты 6.
Кинематическая схема и конструкция оборудования
Несущим элементом вертикально-сверлильного станка данной модели, оснащенного одношпиндельной головкой, служит массивная колонна коробчатой формы, установленная на плиту-основание. В верхней части колонны смонтирована передняя бабка устройства, которая может перемещаться по ее направляющим. На передней бабке находится главный электродвигатель вертикально-сверлильного станка, а на ее нижней части – шпиндельный узел с рабочей головкой, в которой фиксируется режущий инструмент.

Шпиндельная головка станка – вид спереди
Во внутренней части шпиндельной бабки располагается коробка скоростей, отвечающая за регулировку частоты вращения сверлильной головки, а также обеспечивающая перемещение последней в вертикальном направлении коробка подач. За подъем и опускание рабочей головки станка отвечает реечный механизм, имеющийся в кинематической схеме передней бабки, а органом, при помощи которого этот механизм задействуется, является специальный штурвал.
Деталь перед началом обработки закрепляется на поверхности рабочего стола, который также имеет возможность перемещения по направляющим колонны. Высоту его расположения, которую выбирают в зависимости от габаритов обрабатываемой детали, изменяют при помощи вращающейся рукоятки, расположенной на передней стороне узла.

Регулируемый по высоте рабочий стол станка
Элементы, входящие в кинематическую схему рассматриваемого вертикально-сверлильного станка, функционируют следующим образом.
- Коробка скоростей за счет наличия в ее конструкции нескольких валов и ряда зубчатых передач позволяет регулировать скорость вращения сверлильной головки по 9 ступеням. Выходной вал коробки скоростей, который соединяется со шпиндельным узлом станка при помощи шлицевого соединения, выполнен в форме полой гильзы. При помощи реверсирования приводного электродвигателя можно изменять направление вращения рабочей головки оборудования, что необходимо в том случае, если в обрабатываемой детали нарезается внутренняя резьба.
- Подача шпинделя в вертикальном направлении, как уже говорилось выше, осуществляется за счет рейки, смонтированной в пиноли оборудования, и входящего с ней в зацепление зубчатого колеса, установленного в шпиндельной бабке. Коробка подач станка, в которой есть несколько зубчатых передач, позволяет регулировать вертикальное перемещение шпиндельного узла по 6 ступеням.
- И коробка скоростей, и коробка подач установлены в шпиндельной бабке вертикально-сверлильного станка, которая также может вертикально перемещаться по направляющим колонны. За это перемещение, осуществляемое за счет реечного и червячного соединения, отвечает соответствующая рукоятка.
- Вертикальное перемещение рабочего стола, запускаемое вращением соответствующей рукоятки, обеспечивают коническая и винтовая пары, которыми оснащена кинематическая схема данного конструктивного элемента станка.

Схема кинематическая вертикально-сверлильного станка 2Н118
К элементам, посредством которых осуществляется управление работой вертикально-сверлильного станка данной модели, относятся:
- вводный выключатель автоматического типа;
- выключатель освещения рабочей зоны;
- выключатель для запуска и остановки насоса, подающего охлаждающую жидкость;
- рукоятка, отвечающая за управление механизмом подач;
- кнопка, посредством которой включается механизм подачи;
- рукоятка, обеспечивающая выбор параметров подач;
- кнопочная станция, на которой смонтированы кнопки «Влево», «Вправо», «Стоп»;
- рукоятка, отвечающая за выбор требуемой скорости вращения сверлильной головки;
- рукоятка, обеспечивающая зажим сверлильной головки;
- болты, при помощи которых регулируется клин сверлильной головки;
- болты, предназначенные для регулировки клина рабочего стола;
- рукоятка, при помощи которой выполняют зажим рабочего стола;
- рукоятка, отвечающая за подъем рабочего стола по направляющим колонны;
- квадратный концевик валика, посредством которого приводится в действие механизм подъема сверлильной головки;
- кулачки, при помощи которых выполняется настройка циклов работы оборудования;
- отверстие (3/4 дюйма), в котором располагаются электрические контакты для подключения оборудования к питающей сети.

Специфика узлов и органов управления станка
Элементы электрической схемы устройства
Электрическая схема вертикально-сверлильного станка рассматриваемой модели включает в себя следующие элементы:
- электродвигатель, который обеспечивает вращение сверлильной головки;
- электрический насос, отвечающий за подачу в зону обработки охлаждающей жидкости;
- пусковая аппаратура и элементы автоматики;
- электрический выпрямитель селенового типа;
- понижающий трансформатор, от которого питается селеновый выпрямитель;
- элементы, входящие в систему местного освещения.

Принципиальная электрическая схема станка
На вертикально-сверлильном станке данной модели применена система динамического торможения, которая функционирует следующим образом: постоянный ток, формируемый при помощи селенового выпрямителя, через контакты тормозного пускателя подается на три фазы обмотки статора главного электродвигателя. Для обеспечения эффективного торможения вала электродвигателя в момент подачи на его статор постоянного тока одна из его обмоток закорачивается в двух фазах. Торможение вала электродвигателя происходит в тот момент, когда на панели станка нажимается соответствующая кнопка.
Электрическая схема вертикально-сверлильного станка работает по следующему принципу. При нажатии на панели управления кнопки «Вправо» (основной режим работы), запускается первый пускатель, который одними из своих контактов самоблокируется, а через другие подает питание на промежуточное реле. Электрический ток через промежуточное реле, которое встает на самопитание, может подаваться и на второй пускатель, запускающий вращение вала электродвигателя в обратном направлении.

В электрощите станка располагаются элементы защиты и автоматики, а также электросхема динамического торможения шпинделя
Включение второго пускателя, одни из контактов которого также самоблокируются, происходит после нажатия кнопки «Влево» на панели управления оборудования. В какую бы сторону ни вращался вал электродвигателя, при нажатии кнопки «Стоп» от питания отключается соответствующий пускатель и запускается пускатель торможения, отвечающий за подачу постоянного тока на обмотку статора электродвигателя.
Характеристики данного вертикально-сверлильного станка предусматривают наличие в его схеме автоматического выключателя, защищающего электрический двигатель от перегрузок и коротких замыканий. Предусмотрена в станке и нулевая защита, которая возможна благодаря использованию в его схеме катушки магнитных пускателей.
Для обеспечения безаварийной работы и безопасности оператора необходимо позаботиться о качественном заземлении вертикально-сверлильного станка, которое должно быть выполнено в соответствии со всеми общепринятыми требованиями, относящимся к производственному оборудованию.
Описание конструкции основных узлов сверлильного станка 2Н118
Коробка скоростей
Коробка скоростей предназначена для приведения шпинделя станка во вращение, а также для изменения частоты его вращения (рис. 7.5). Коробка скоростей посредством двух шестерен 3 и 7 сообщает шпинделю девять различных интервалов частоты вращения. Опоры валов коробки скоростей размещаются в двух плитах: верхней 5 и нижней 8. которые стянуты между собой тремя стяжками 4. Механизмы коробки скоростей приводятся во вращение от вертикально расположенного электродвигателя через зубчатую передачу 6. Последний вал коробки скоростей 2 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю. На этой же гильзе крепится шестерня 1 привода на подачу. Переключение шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет три положения по окружности и три положения вдоль оси.
Коробка подач
Коробка подач представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе (рис. 7.6). Шесть подач обеспечивают шестерни 5 и 10.
Привод подач осуществляется от шестерни, сидящей на гильзе шпинделя, через шестерню 6. Третий вал коробки подач 9 представляет собой полую гильзу, внутри которой проходит вал 8. Этот вал через муфту 7 передает вращение на червяк механизма подач через шестерню 1. Муфта 7 служит для включения механической подачи при достижении заданной глубины обработки. В этом случае кулачок на лимбе через горизонтальный валик перемещает вертикально вверх штангу и, преодолевая сопротивление пружины, отключает муфту. Вал 4 через штифт 3 приводит во вращение шестеренчатый насос для смазки.
Шестерни коробки подач переключаются одной рукояткой, которая имеет два положения по оси и три положения по окружности. Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкции механизмов переключения подач и скоростей идентичны.
Механизмы коробки подач смазываются от шестеренчатого насоса 2, который также осуществляет смазку всех других механизмов. Механизмы коробки подач собирают отдельно и полностью собранный узел монтируют в сверлильную головку.
Сверлильная головка

Сверлильная головка сверлильного станка 2н118
Сверлильная головка сверлильного станка 2н118. Скачать в увеличенном масштабе
Сверлильная головка (рис. 7.7) состоит из чугунной отливки коробчатого сечения, в которой смонтированы все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач. Первые три узла собираются отдельно и только крепятся к сверлильной головке.
Механизм подач, состоящий из червячной передачи, горизонтального вала 3, лимба 7 со связанными с ним деталями, рукоятки 10, кулачковой 14 и обгонной 16 муфт, является составной частью узла сверлильной головки.
Механизм подач приводится в движение от коробки подач через пару шестерен и предназначен для выполнения следующих функций:
- ручной подвод инструмента к заготовке;
- включение рабочей подачи;
- ручное опережение подачи;
- выключение рабочей подачи;
- ручной отвод шпинделя вверх;
- ручная подача используется обычно при нарезании резьбы.
Принцип работы механизма подач заключается в следующем: при вращении рукоятки 10 на себя поворачивается кулачковая муфта 14, которая через обгонную муфту 16 вращает вал 3. Происходит ручной подвод шпинделя.
Когда инструмент подойдет к заготовке, на валу 3 возрастет крутящий момент, который не может быть передан зубцами кулачковой муфты, и ступица перемещается влево вдоль вала до тех пор, пока торцы кулачковой муфты 14 и обгонной муфты 16 станут друг против друга.
В этот период кулачковая муфта 14 поворачивается свободно относительно вала на 20°, поворот ограничивают пазом на муфте и штифтом 12.
На ступице обгонной муфты 16 сидит двусторонний храповой диск 1, связанный с ней собачками 9. При смещении ступицы зубцы диска 1 входят в зацепление с зубцами второго диска 8, прикрепленного к червячному колесу 2.
Таким образом, вращение от червяка передается реечной шестерне и происходит механическая подача. При дальнейшем вращении рукоятки при включенной подаче собачки 9, сидящие в ступице обгонной муфты 16, проскакивают по зубцам внутренней стороны диска 1 и таким образом производится ручное опережение механической подачи.
Для ручного выключения подачи рукоятку поворачивают от себя на 20° относительно горизонтального вала 3, и зуб муфты 14 встает против впадины храпового диска 1.
Ступица под действием осевой силы, возникающей благодаря наклону зубцов дисков 1 и 8, специальной пружины 15 смещается вправо и расцепляет диски — механическая подача прекращается.
Для осуществления ручной подачи с помощью рукоятки необходимо выключить штурвалом механическую подачу, а затем колпачок 11 переместить вдоль оси горизонтального вала вправо. При этом штифт 13 передает крутящий момент непосредственно от кулачковой муфты 14 на вал 3.
На левой стенке сверлильной головки смонтирован лимб 7, который во время подачи шпинделя приводится во вращение через пару шестерен 4 и 6. Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачков.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой заготовкой и левой рукой с помощью штырьков 5 устанавливают лимб в нулевое положение. Глубину обработки отсчитывают по шкале на цилиндрической поверхности лимба.
Шпиндель станка

Шпиндель сверлильного станка 2н118
Шпиндель станка (рис. 7.8) смонтирован в двух шариковых подшипниках 7 и 4. Осевое усилие подачи воспринимается упорным подшипником 6. Подшипники расположены в гильзе шпинделя 5, которая с помощью реечной передачи имеет возможность перемещаться вдоль оси. Подшипники шпинделя регулируются гайкой 3, расположенной над верхней опорой шпинделя.
Смазка подшипников шпинделя производится фитилем из полости гильзы 2. На конец шпинделя свободно посажено кольцо 8, в торец которого входит штифт 9. Для предохранения от выпадения служит специальный колпачок 1.
При смене инструмента необходимо резким движением рукоятки механизма подачи послать шпиндель в верхнее положение, при этом свободно посаженное кольцо 8 упрется в корпус головки, а штифт 9, ударяясь о верхний торец инструмента, выбьет его.
Подшипники шпинделя сверлильного станка 2н118
Шпиндель станка 2н118 смонтирован на 3-х подшипниках:
- 7. Нижний подшипник № 7000105 ГОСТ 8338-57 шариковый радиальный однорядный подшипник открытого типа, класс точности А(4), размер 17х40х13,5 мм
- 6. Подшипник № 8205 ГОСТ 6874-54 шариковый упорный, класс точности П(6), 25х47х15
- 4. Верхний подшипник № 7000105 ГОСТ8338-75 шариковый радиальный однорядный подшипник открытого типа, класс точности В(5), 25х47х8

Современные обозначения класса точности подшипников
Технические характеристики подшипника № 7000105
Подшипник 7000105 — это шариковый радиальный однорядный подшипник открытого типа, относящийся к особо легкой серии диаметров по диаметру и узкой серии по ширине. Предназначен для восприятия радиальных нагрузок при высокой скорости вращения.
В России выпускается на двух предприятиях — в Самаре на СПЗ-4 и в Вологде на 23 ГПЗ. Последний завод производит этот подшипник более высокого класса, из хороших материалов, что, конечно, влияет на его стоимость.
Данный подшипник применяется в отечественных троллейбусах (механизм открывания двери), трамвайных вагонах.
Импортный подшипник этого типа имеет номер 16005. В стандартном исполнении они имеют штампованный стальной сепаратор, но могут также поставляться с механически обработанными сепараторами из латуни или полиамида. Для работы в условиях высоких рабочих температур рекомендуется использовать сепараторы из полиамида или стеклонаполненного полиэфирэфиркетона. Импортные подшипники этой серии поставляются как правило закрытого типа и в уходе не нуждаются.
Размеры и характеристики подшипника 7000105 (16005)
- Внутренний диаметр (d): – 25 мм;
- Наружный диаметр (D): – 47 мм;
- Ширина (H): – 8 мм;
- Масса: – 0,08 кг;
- Количество шариков в подшипнике: — 11 мм;
- Диаметр шарика: — 5,556 шт;
- Грузоподъемность динамическая: — 7,6 кН;
- Грузоподъемность статическая: — 4 кН;
- Максимальная номинальная частота вращения: — 17000 об/мин.
Настройка и наладка сверлильного станка 2н118
Наладка станка на обычную работу заключается в установке стола и сверлильной головки в необходимые для работы положения, зажиме их на колонне и установке необходимых чисел оборотов и подач шпинделя.
Кроме обычной работы с механической подачей на станке можно работать со следующими циклами:
- с ручной подачей шпинделя;
- с выключением подачи на заданной глубине;
- с автоматическим реверсированием шпинделя на заданной глубине при нарезке резьбы.
Наладка станка на работу с ручной подачей
Для включения ручной подачи колпачок с наладкой, расположенной в центре крестового штурвала, следует нажать от себя до отказа.
Наладка станка на работу с выключением подачи на заданной глубине
Для наладки станка на работу с выключением подачи на заданной глубине необходимо:
- установить инструмент в шпинделе, а деталь — на столе станка;
- опустить шпиндель до упора инструмента в деталь;
- лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом конуса инструмента;
- кулачок с буквой «П» закрепить так, чтобы его правый торец совпадал с соответствующей риской на лимбе.
После включения вращения шпинделя и подачи начнется обработка детали; по достижении нужной глубины подача прекращается, но шпиндель будет продолжать вращаться.
Наладка станка на автоматическое нарезание резьбы
Для наладки станка на нарезание резьбы с реверсом шпинделя на определенной глубине необходимо:
- установить патрон с метчиком в шпинделе, деталь на столе станка;
- опустить шпиндель до упора инструмента в деталь;
- лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки;
- кулачок с буквой «Р» закрепить так, чтобы его правый торец совпадал с соответствующей риской на лимбе.
После включения вращения шпинделя метчик вручную вводится в отверстие, через 2—3 оборота надобность в ручной подаче отпадает; после достижения заданной глубины шпиндель автоматически реверсируется и метчик выходит из отверстия.
Для того чтобы шпиндель снова принял правое вращение, необходимо нажать кнопку управления «Вправо».
Электрооборудование и электрическая схема сверлильного станка 2Н118

Электрическая схема сверлильного станка 2н118
Электрооборудование станка содержит:
- электродвигатель вращения шпинделя 1М;
- электронасос охлаждения 2М;
- аппаратуру пуска и автоматики;
- селеновый выпрямитель СВ;
- местное освещение.
Управление сверлильным станком 2Н118
На станке установлены следующие органы управления:
- кнопки управления — «Влево», «Вправо» и «Стоп»;
- вводный автомат;
- ручной пускатель для включения насоса охлаждения с кнопками «Пуск», «Стоп».
Торможение шпинделя станка 2Н118
На станке применена схема динамического торможения с подачей постоянного тока в три фазы обмотки статора через контакты тормозного пускателя Кз от селенового выпрямителя СВ, который питается от понижающего трансформатора ТБС2-01. Одновременно с подачей постоянного тока при торможении закорачивается обмотка статора в двух фазах для лучшей эффективности торможения. Торможение происходит только при, нажатой кнопке ЗКУ или 2ВК.
Работа электросхемы станка 2Н118
Нажатием кнопки 1КУ «Вправо» включается пускатель К1 который самоблокируется блок-контактами 6—7, а контактами 4— 16 включает промежуточное реле РП, которое Своими контактами 4-16 станет на самопитание, а контактами 14—9 подготавливает включение пускателя К2, если по ходу работы на станке предусмотрен реверс вращения шпинделя от нажатия 1ВК.
Нажатием кнопки 2КУ «Влево» включается пускатель К2, который самоблокируется блок-контактами 4—9.
При любом вращении шпинделя вправо, влево, нажимая на кнопку «Стоп», производится торможение, при этом отключается K1 и РП, если было вращение вправо, или К2, если вращение было влево. Через контакты 13, 17, 18 включится пускатель торможения Кз, который подает постоянный ток в обмотку статора электродвигателя, и двигатель затормозится.
Электрооборудование настольно-сверлильного станка 2М112
- Электрооборудование сверлильного станка 2М112 рассчитано на питание от сети переменного трехфазного тока напряжением 380В, 50 Гц.
- В случае необходимости станок 2М112 с электрооборудованием может быть выполнен по особому заказу на напряжение 220В, 50 Гц.
- Пусковая и защитная аппаратура смонтированы в плите настольно-сверлильного станка 2М112.
Защита настольно-сверлильного станка 2М112
- Электрооборудование станка 2М112 защищается от коротких замыкании и перегрузок однополюсным автоматическим выключателем.
- Для предотвращения самозапуска электродвигателей применена нулевая защита с использованием контактов магнитных пускателей K1 и К2.
Принципиальная электрическая схема настольно-сверлильного станка 2М112

Спецификация покупного электрооборудования
| Обозначение по схеме | Наименование | Кол-во |
| QFI | Выключатель автоматический ВА47-2916А | 1 |
| КМ1, КМ2 | Контактор магнитный КМИ 11210 | 2 |
| М | Электродвигатель: | 1 |
| SB1 | Кнопка КЕ021 красн. | 1 |
| SB2 | Кнопка КЕ011 черн. | 1 |
| SB3 | Кнопка КЕ011 черн. | 1 |
Указания по подключению и обслуживанию электрооборудования сверлильного станка 2М112
- Станок настольно-сверлильный 2М112 должен быть присоединен к общей системе заземления цеха с помощью специального болта, расположенного на плите станка. Заземление станка и эксплуатация его электрооборудования должны производиться в соответствии с требованиями «Правил технической эксплуатации и безопасности обслуживания электроустановок промпредприятий».
- При обслуживании, наладке и ремонте электрооборудования станка 2М112 необходимо руководствоваться установленными правилами техники безопасности при электромонтажных работах. Доступ к контактным частям электрических машин и аппаратов разрешается только после отключения станка от сети автоматическим выключателем.
- Рекомендуется сделать вначале пробный пуск сверлильного станка 2М112 на холостом ходу на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя.
- Для обеспечения длительной и безаварийной работы сверлильного станка 2М112 необходимо регулярно:
- очищать от пыли, электродвигатель, пусковую и защитную аппаратуру,
- очищать от нагара контакты,
- подтягивать по мере необходимости соединения проводов с аппаратурой.
Соблюдение вышеупомянутых правил обеспечит длительную бесперебойную работу сврерлильного станка 2М112 и безопасность обслуживающего персонала
Первоначальный пуск настольно-сверлильного станка 2М112
- Перед первоначальным пуском станка 2М112 должны быть выполнены все указания, изложенные в разделах «Электрооборудование станка» и «Система смазки», относящиеся к первоначальному пуску.
- Затем делается пробный пуск на холостом ходу на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. Убедившись в нормальной работе всех механизмов станка, можно приступить к его эксплуатации.
- В первый период после пуска настольно-сверлильного станка 2М112 не рекомендуется работать на максимальных оборотах шпинделя.